�����ɗl5000t/d���a(ch��n)��,�������^�̕r�g��(n��i)���F(xi��n)�_���_�a(ch��n)���ɾ�������С�G�^��,�������L(f��ng)�Ǐ�����C�������ȡ�L(f��ng),������C�B�Ӳ�λ����L���ܵ��ߜ�ݗ������ϛ_ˢ����������ɝ�ע��Ó���ĥ������r,����̎�x�����^��,��ʩ�����g�MС������Ӱ���ע����ʩ���|(zh��)��,��
��������ǰ�ĬF(xi��n)��
��������ǰ,���ɾ����B�Ӳ�λ���ό�(d��o)������Cͣ�C��rҊ��1��
������1 �������Cͣ�C�r�g�y(t��ng)Ӌ
����
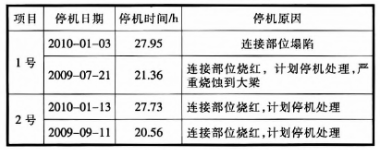
�����D1��2̖��2010��1��13���B�Ӳ�λ�������Ƭ,����ܴ����ܵ��L�ڟ�ݗ��,����(d��o)�»������l(f��)��Ó��,����2009��3�z���й��̲�������̎�M����2��ļӹ�̎������(j��ng)�^�˶Εr,����ע�Ϝضȼ�������,����(n��i)��ˮ�֟o���ų����͕��l(f��)����ע�ϡ����^���F(xi��n)��,����(d��o)�±��杲ע�ϰl(f��)������,������ƽ����������̎�_��10mm,�����ؿs������ע����ʹ�É���,����2010��3�·ݙz���^�̮�������̎�M�����ޏ�(f��)��Ӱ����������ޙz���M��,��
����
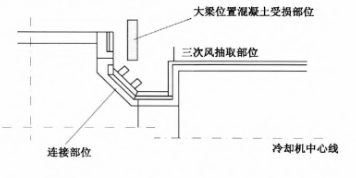
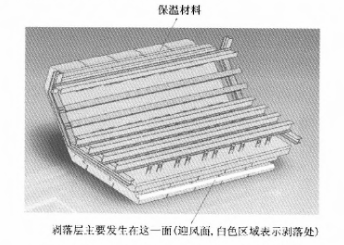
�����D2�������B�Ӳ�λ������λ��
�������췽��
����1̖���ĸ��췽��
����2010��3�´�����,���B�Ӳ�λ���ìF(xi��n)����ע�������z��ʩ���r�g����ǰ���G�^�ֺ�����C��ע�ϝ�ע֮ǰ,���B�Ӳ�λ�^�̼��߶�350mm,����Һ����濾��ע�ϡ��D3�ǬF(xi��n)���濾��ע��������,��
����

�����D3��Һ����濾��ע��
�����˷����ă�(y��u)�c�ǣ��ٿ�����ǰ����ע���M�����غ濾,����������˝�ע�ϵ��B(y��ng)�o�r�g;�ں濾�Ļ������ȿ����S�r�g�M���{(di��o)����������x�����M����Ч�Ŀ���;�ۺ濾Ͷ�YС,����(ji��)ʡ����,��������ʩ���F(xi��n)������,�� 1̖�����ô˷�����2010��3��10�ՙz�Y(ji��)����2011��2��10�ՙz��11���]�аl(f��)���^Ó��,�����t�F(xi��n)���C�����c�G��(n��i)�ͻ���ϙz��ͬ����,�����C�˸G�İ�ȫ��(w��n)���\�D(zhu��n),��
����2̖���ĸ��췽��
����2010��1��17�ՙz�ޕr�������B�Ӳ�λ�A(y��)�Ƽ����D4���O(sh��)Ӌ�����D,���D5�鮔�r�A(y��)�Ƽ����b�^��,���D6�鰲�b���Ч����
����
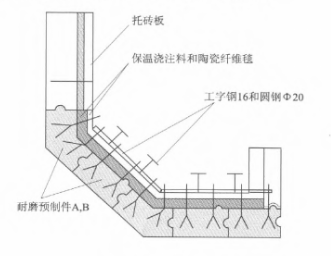
�����D4 �A(y��)�Ƽ��Y(ji��)��(g��u)
����

�����D5 ���b�^��
����
�����D6���b���
�����D7��ʹ��7���º����r,���D�м��^��ָ������A(y��)�Ƽ�֮�g�A(y��)������Û�p϶,���Կ�����Û�p϶,�����Կ�����Û�p϶������ͬ�����r�ڌ��Ŀp϶�������˻��ͻ���,��
����

�����D7ʹ��7���º���A(y��)�Ƽ�
����
�����D8 ʹ��1����ĥ�p��r��ĥ�pλ��
�����D8��2011��1��10�ՙz�ޕr,��ʹ��1������r�����Կ����ֲ��l(f��)������,����Ҫ�����ڵ͜ط����@һ��(�D�а�ɫ�־���ʾλ��),�����DŽ����ֻ���A(y��)�Ƽ���1/3��ȣ������wЧ���]��Ӱ�,���ˆ��}�҂����cͨ�_��˾�M�М�ͨ����Ҳ�o����ָ��(d��o)����Ҋ���� ���b�^�̮��Ї������ÿ�K�A(y��)�Ƽ�֮�g���g϶��10mm,�������Ƕ��ĥ�մ��w�S̺,�����û����M������;���ڱ��ز���̎���^�̮��������ϲ����A(y��)�Ƽ���ע�ϡ����ز����M�и��x,���Է�ֹˮ���M�뵽�A(y��)�Ƽ���,���������^����Ӱ�ʹ��Ч����
����������
�����ɾ���2010�����,����2010���\�D(zhu��n)�����Л]�аl(f��)���^����B�Ӳ�λ�p�Ķ���(d��o)�µ�ͣ�G�¹�,��
����ʹ���A(y��)�Ƽ�ʩ����������ʩ���M�Ͳ����M����s11�fԪ,�����ĺ�����˸G���\�D(zhu��n)��0.3%,��ʹ������a(ch��n) ������2�ft;�p����ƽ�վS�o��̎䓲ĺ���ע�����M��7�fԪ�����Gϵ�y(t��ng)�ͻ�������g�ӱ��o����,��
������2011��ɾ��z����,�����������A(y��)�Ƽ���������5�·ݶ��z��,�������wʹ��Ч������,������⻬���҂����^�m(x��)�^���A(y��)�Ƽ�ʹ����r,�����Y(ji��)��(j��ng)�,�������L��ʹ�É�����2�����ڡ�