
╩®╣ż│╠ą“
ļž¾wŪÕÆ▀Ī¬Ī¬ļž¾w,Īóō§┤u╚”║═ūo(h©┤)ĶF░▓čbÖz▓ķĪ¬Ī¬Õ^╣╠╝■║ĖĮė╝░┼“├ø╠Ä└ĒĪ¬Ī¬ų¦Ī¬Ī¬Ø▓ūóĪ¬Ī¬B(y©Żng)ūo(h©┤)╝░▓─Ż,ĪóÖz▓ķ,ĪŻ
╩®╣żūóęŌ╩┬ĒŚ
1.╩®╣żŪ░Öz▓ķ┼c┤_šJ(r©©n)
╩ūŽ╚ŪÕ└Ē╩®╣ż▓┐╬╗Ą─╗ęēmĄ╚ļs╬’,Ż¼▓ó┼cśI(y©©)ų„å╬╬╗╣▓═¼Öz▓ķĖG┐┌ūo(h©┤)ĶF,Īóō§┤u╚”¤²ōp,Īóļž¾w▒Ē├µūāą╬╝░č§╗»īėŪķør,Ż¼▓óę¬Ū¾śI(y©©)ų„╣▓═¼┤_šJ(r©©n),ĪŻ
ī”ĖG┐┌ūo(h©┤)ĶF│÷¼F(xi©żn)Ą─╦╔äėŻ¼▀M(j©¼n)ąąųžą┬Šo╣╠┬▌╦©║═š{(di©żo)š¹ö[Ę┼╬╗ų├,Ż¼¤²ōpć└(y©ón)ųžĄ─Į©ūh▀M(j©¼n)ąąĖ³ōQ,ĪŻ
ī”ō§┤u╚”├ō║ĖĄ─ųžą┬▀M(j©¼n)ąą╠Ä└ĒŻ¼ī”¤²ōpć└(y©ón)ųžĄ─ō§┤u╚”▀M(j©¼n)ąąĖ³ōQŻ©ō§┤u╚”įŁät╔Ž▓╗Ą═ė┌50Ż®,ĪŻ
ī”═▓¾wūāą╬▓┐╬╗▀M(j©¼n)ąą┤_šJ(r©©n)╗“┼─šš,Ż¼ī”Õ^╣╠╝■│▀┤ńū„ŽÓæ¬(y©®ng)╠Ä└ĒĪŻ
ī”═▓¾węčč§╗»▓┐╬╗Õ^╣╠╝■Ą─║ĖĮėę¬▀M(j©¼n)ąą║ĖĮė³c┤“─ź,ĪŻ
2.Õ^╣╠╝■║ĖĮė
║ĖĮėŪ░,Ż¼▒žĒÜī”Õ^╣╠╝■▓─┘|(zh©¼)║═║ĖŚlŲĘĘN▀M(j©¼n)ąą┤_šJ(r©©n)▓ó┤_▒ŻĘ¹║Žę¬Ū¾Ż¼║ĖĮėķgŠÓ×ķ200Ī┴200mm,Ż¼Ī░░╦ūųą╬Ī▒Į╗Õe║ĖĮė,Ż¼▓óū÷║├┼“├ø╠Ä└ĒĪŻąĶī”ĖGļž¾w═┐╦ó×rŪÓĄ─,Ż¼▒žĒÜ┤²×rŪÓĖ╔║¾ĘĮ┐╔▀M(j©¼n)ąąØ▓ūó,ĪŻ
3.ų¦─Ż
│▀┤ńę¬£╩(zh©│n)┤_,Ż¼ų¦įO(sh©©)ę¬└╬╣╠Ż¼▓╗Ą├┤µį┌┐pŽČ,Ż¼ęįĘ└į┌š±ōv▀^│╠ųą│÷¼F(xi©żn)┬®Ø{¼F(xi©żn)Ž¾,ĪŻ
4.Ø▓ūó┴ŽĄ─öć░ĶĪóØ▓ūó
ĖG┐┌Ø▓ūó┴ŽąĶ╦«┴┐ę╗░ŃŽÓī”▌^ąĪ,Ż¼ąĶć└(y©ón)Ė±░┤šf├„Ģ°▀M(j©¼n)ąą┐žųŲ,Ż¼ęįĘ└ė░Ēæ┘|(zh©¼)┴┐ĪŻ┼“├ø┐p╩Ūį┌Ø▓ūó▀^│╠ųą┴¶įO(sh©©),Ż¼Ūąėø▓╗Ą├▀z┬®,Ż¼Łh(hu©ón)Ž“├┐800mmįO(sh©©)ų├ę╗Ą└Ż¼┐vŽ“ķLČ╚│¼▀^1mųąķgįO(sh©©)ų├ę╗Ą└Ż©│▀┤ńŻ║LĪ┴120mmĪ┴5mmŻ®,ĪŻį┌Ø▓ūó┴Ž┼c─═╗┤u▀BĮė╠Ä,Ż¼æ¬(y©®ng)ū÷║├Ę└╦«┤ļ╩®Ż©▓╔ė├╬Õ║Ž░Õ╗“╦▄┴Ž╝łĖ¶ķ_Ż®Ż¼ęįĘ└─═╗┤u╩▄│▒║═Ø▓ūó┴Ž╩¦╦«,Ż¼Ø▓ūó═Ļ«ģ║¾12hā╚(n©©i)▓╗Ą├▐D(zhu©Żn)ĖG,ĪŻ
╩®╣żęÄ(gu©®)ĘČ
×ķ┤_▒Ż║µ┐ŠųąØ▓ūó┴Ž▓╗░l(f©Ī)╔·š©┴čĄ╚å¢Ņ}Ż¼╩®╣żųąę¬┴¶║├┼┼ÜŌ┐ū,ĪŻ
ę╗┤╬öć░Ķ┴┐æ¬(y©®ng)ęį15ĘųńŖā╚(n©©i)╩®╣ż═Ļ×ķę╗┼·┴┐,Ż¼öć░ĶĄ─┤╬ą“æ¬(y©®ng)Ęųā╔┤╬▀M(j©¼n)ąąŻ║Ž╚╝ė╚ļ╣Ū┴ŽĪóĘ█┴Ž║═ĮY(ji©”)║Žä®▀M(j©¼n)ąąĖ╔╗ņ,Ż¼╚╗║¾╝ė80%Ą─╦«,Ż¼▓óĖ∙ō■(j©┤)Ø▓ūó┴ŽĄ─Ė╔رŪķør╝ė╚ļėÓŽ┬Ą─╦«�,Ż┐é╝ė╦«┴┐ģóššØ▓ūó┴ŽÅS╝ę╠ß╣®Ą─ś╦(bi©Īo)£╩(zh©│n)╝ė╦«┴┐▀M(j©¼n)ąą┐žųŲ,Ż¼Ė╔╗ņöć░ĶĢrķg2ĘųńŖŻ¼Ø±öć3ĘųńŖ,ĪŻ
õü┴ŽīėĖ▀Č╚ę╗░Ńį┌300~400mm,ĪŻ«ö(d©Īng)▓╔ė├▓Õ╚ļ╩Įš±äė░¶ĢrŻ¼Ø▓ūó┴Ž║±Č╚▓╗æ¬(y©®ng)│¼▀^š±äė░¶ū„ė├▓┐ĘųķLČ╚Ą─1.25▒Č,ĪŻ
š±ōvĢrķgæ¬(y©®ng)▀m«ö(d©Īng),Ż¼«ö(d©Īng)│÷¼F(xi©żn)▒Ē├µĘŁØ{Ģr═Żų╣š±ōvŻ¼š±äė░¶▓╗Ą├ė|╝░Õ^╣╠╝■,ĪŻš±äė░¶▓Õ╚ļ┼cŽ┬īėØ▓ūó┴Ž30mmęį╔Ž,Ż¼ęį╩╣īė┼cīėų«ķg┬ō(li©ón)ĮY(ji©”)└╬╣╠Ż¼Ę└ų╣│÷¼F(xi©żn)┴č╝y,Ż¼▓óū÷ĄĮ┐ņ▓Õ,Īó▌p░╬Īó┬²ęŲäė,Ż¼ęį├Ōįņ│╔┐šČ┤,ĪŻ
Ø▓ūó┴ŽØ▓ūó═Ļ«ģ║¾12hā╚(n©©i)▓╗Ą├▐D(zhu©Żn)ĖG,Ż¼śI(y©©)ų„į┌┤╦Ģrķgā╚(n©©i)╚ńąĶ▐D(zhu©Żn)ĖGŻ¼æ¬(y©®ng)╠ßŪ░┼c╩®╣żå╬╬╗£Ž═©ģf(xi©”)╔╠ĮŌøQ,ĪŻ
ģóššØ▓ūó┴ŽÅS╝ę╠ß╣®Ą─╔²£žŪ·ŠĆ▀M(j©¼n)ąą£ž╔²┐žųŲ,ĪŻį┌╔²£ž▀^│╠ųąŻ¼┐╔Ė∙ō■(j©┤)īŹļHŪķørīó╗▀m«ö(d©Īng)└ŁķL╗“?q©▒)ó╚╝¤²Ų„▀m«ö(d©Īng)Ž“ĖGā╚(n©©i)═Ų▀M(j©¼n),Ż¼ęį▒▄├Ōų▒Įėį┌Ė▀£ž³c╔Ž,ĪŻ
«ö(d©Īng)▓╔ė├─z┴ŽĢrŻ¼╝ė─z╦«┴┐║═╦«─Ó┴┐æ¬(y©®ng)Ę¹║Žšf├„Ģ°ę¬Ū¾,ĪŻ
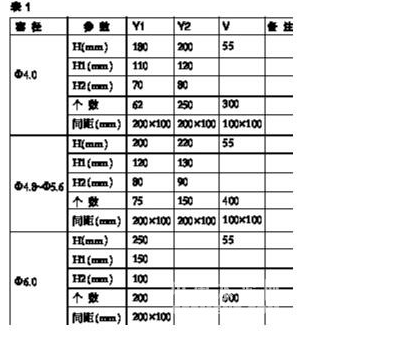
ĖG┐┌Õ^╣╠╝■ą═╩Į┼c│▀┤ń
▓╗═¼ĖG┐┌Õ^╣╠╝■│▀┤ńęŖ▒Ē1,ĪŻ
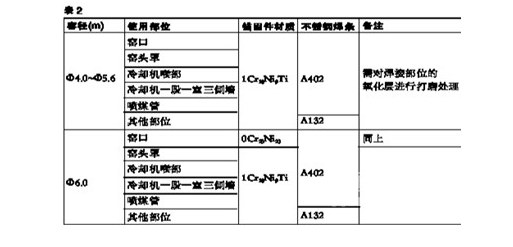
Õ^╣╠╝■║ĖĮėę¬³c
Õ^╣╠╝■┼c║ĖŚl▀xō±ęŖ▒Ē2ĪŻ
║ĖĮėūóęŌ╩┬ĒŚŻ║╝ė╣żė├Ą─▓╗õPõō║ĖŚlŅ^,Ż¼▓╗─▄ķLė┌4cm,Ż╗║Ė┐p▒žĒÜ’¢ØMŻ¼│╔ą══Ō▒Ē├└ė^,Ż¼║Ė║¾Öz▓ķ¤o┴č╝y,Ż╗ė├A402║ĖŚl║ĖĮėĖG┐┌Õ^╣╠╝■ĢrŻ¼║ĖÖCļŖ┴„┐žųŲ120AŻ©1Ī└20%Ż®ĘČć·ā╚(n©©i),Ż╗║ĖĮėĮY(ji©”)╩°ąĶšłśI(y©©)ų„▀M(j©¼n)ąą║ĖĮė┘|(zh©¼)┴┐¼F(xi©żn)ł÷┤_šJ(r©©n),ĪŻ