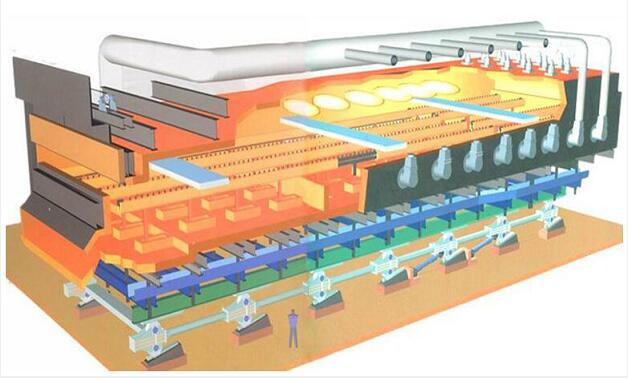
������Ҫ��4100mm����岽�M��ʽ�ӟ�t�����ӽ�B�ӟ�t�t��ͻ������ʩ�������� �ӟ�t��܈��O���е���Ҫ�ğṤ�O��,����t�?sh��)��ͻ�����OӋ���ͻ�����ϡ��ͻ���������ɾ��к������ȼ�����ͻ����,������,���Y�τ�����ӄ�����(j��ng)����,����ˮ���Y�τ���Һ�w���쟒,���D���ɉK������F�����ϣ��ڰ��b�惦һ���r�g���Ծ������õĿ�����,�����Óv��ʩ����һ�N�������ͻ����,��
һ���ͻ������ʩ�����c����
��1���ͻ�������к�ˮ����������ʩ���Y���汩¶�ڿ՚��кܿ����Ӳ,�������������������]�����ϴ���,���S���Sȡ��ʩ���r�Y����Ҫ�B�m(x��)ʩ��,��ʩ���g϶��ֹͣʩ���r�������ϲ����w,����ֹ��¶�ڿ՚���,�������K�c�K�g������������ܽY����һ�𣬹ʲ����L�ӓv�̙C�����L�ӓv���N�����ͻ�����ϓv��Ĺ���,���L���N�^�����z��,��ʹ���������Խ��|����ֹ���Խ��|�������w,��
��2���t픲��õ���Y��,��ͨ�^�t�?sh��)���?a href="http://pwua.cn/show-930.html" target="_blank" style="font-weight: bold;">�^�̴u���ͻ�������B�����w��������������Ҫ�ͻ�����Ϻ��^�̴u֮�g�B�Ӿo��,���鱣�C�B�Ӿo�ܣ��A�ƺ��^�̴u�A�Ƶ�ľģ�u�dz���Ҫ���ͻ�������������Y���^����,���،�������Uɢ׃��,���鱣�C���w�Ժ͠t픺�ȣ����O���p���ģ,��
��3���ͻ�������ڸߜ��®a(ch��n)���տs�ʲ���Ҫ�O����Û�p,�������ֹ�տs�a(ch��n)���Ѽy�����O�ÿs�p,���������пp�ķ������v�������w����⻬,�������ڽY��,�����ړv�����ë̎����ʩ����ɺ���ų��w��ˮ�֣������t�r���w���ų�,������a(ch��n)���Ѽy,���������w���и��������������֚�ף�����������ּ����ȥ���w�����܌�,��
����ʩ���ʂ�
��1�� �ͻ��������ʩ��ǰ���OӋ���z����������ܵĸ��ָ��,��
��2�� �C�ߵĜʂ䣺�ʂ�՚≺�C���C��Դ����0.74MPa,���L�ӓv�̙C���L���N�^,���N�^�������z�����ͻ�����ϵēv��Ĺ���,������ʂ�һ����(sh��)�������z���,��������Ĩ�ӡ����,����ë���ȹ���,��
��3�� ģ��ʂ䣺�t�ģ����õ�ģ�pģ֧�O��ʽ���²�ģ����ģ��,���ϲ�ģ���25mm��ľ��,������ʹ��60mmX90mmľ��������˨�B�ӣ������ڠt픹��������,�����C����ģ��߶Ȟ�230mm,�����b��ģ�r���t��^�̴u�cģ���g��5��6mm���g϶,��ʹ�^�̴u��ֱ����������
��4��ľģ�u�ʂ䣺ľģ�u�������dz���Ҫ,�����ǰ����H�^�̴uͬ�X��ͬ������ľ������,��һ���ӟ�t�ʂ�10��ľģ�u���ɡ�
�����ͻ������ʩ������
��1���^�̴u���b�b��,��ʩ��ǰ����(j��)�OӋ�ڠt픰��b�^�̴u���^���b�á��^�̿�,���^�̿����c�t픹��������������|���l(f��)�F(xi��n)�c���|�r,������{�,�����Q�^�̿����t��^�̴u���b�����ͻ����������c�v��������λ�ú��M��,��
��2�������v���ͻ��������������e�p�o��,�������M�Гv��,�����ڵ�һ������ȫ���v���ꮅ����ŵڶ��ӣ��t픓v�ӟ�t�L��������M�У��t���ȷ����ͻ�������źã��ȓv�����Ͻӿp̎,������������ˮƽ����v��,��ÿ�v����һ����������(j��ng)��ë���ڼ�����һ�K�����M�Гv��,���ͻ�����ϲ����L�ӓv�̙C,�������߾o���N�������N�^��ֱ��ʩ����,�����N�^�c�N�^�دB2/3,�����c���دB1/2�ķ�ʽ��ǰ�Ƅ�,�����͓v��3~4�飬���ͻ���������K�c�K�v����܌������w,��
��3���v�����t��^�̴uλ�Õr,���Ȍ�ľĪ�u���^�̿��^���,��Ш�oľШ,��ʹ�Óv���N��ľģ�u�������v�����ͻ�������w�У����γ��c�u����ͬ�İ���,���v����ͺ�,����ľģ�uȡ��,�����°��b�^�̴u,��Ш�oľШ�������N�شu�܇��v���ͻ������,��ʹ�^�̴u���ͻ������ճ�Y�o�ܣ��ٷ����ͻ���������M�Гv��,���^�����Sֱ�ӓv���^�̴u���Է��^�̴u�ܓp,���^�̴u�c��������ֱ�����S��Ť,��
��4����ʩ���g϶,���v���Д��^�L�r���ӿp����ͬһ���^�̴u�����ľ�̎,�������ϱ�Ĥ���v��̎���w,���^�m(x��)�v��r���������ë,���v����ĺ��һ����OӋ�ߴ��Դ�,������ʩ�����M�����ޡ�
��5���t��ͻ�����ϓv��ɷֶ�ͬ�r�M��,��б� t픏��²��D��̎�_ʼ,���v��r���ɲ������֓v�̙C��ˮƽ�����M��,��ʩ���rҪע�����v��,���Դ_�������g����������;o�ܽY�ϡ��t픺��T̎�x���ϵK���^�ٵ�ˮƽ��,�����T̎�v���©���οՓ��������Ϸӓv��,�����Cÿ�K�����v���܌�,��
�ģ���ģ
�v��500mm�L�Ⱥ�,������ģ���������P�������ϱ���,�����C��Ȟ�230mm,��ͬ�r�z���^�̿���ľШ�Ƿ��ι̡�����ģ��rҕ�v���wӲ���̶Ⱥ��ͻ�����ϓv��λ������ͬһ�ŵ���u���gλ�Õr�M��,��ͬ�r��������˨ǰ�����_,��ģ���ɵ��ܳ��,����ֹģ��һ�^�N�����v���w����,����������e���䡣ȡ����˨,�������ͻ���������ɈA����,�������������,��Ͱ��,����ֹ����
�ͻ�������ړv���ꮅ����ģ��,�������w���漰�r�M������������ǰ,�����^�̴u�����܇����ͻ������,����ľ��ô�ʹҧ�Ͼo�ܣ������r���^�̴u��������,����ȥ���ಿ��,��δ��ȥ�ı����M�й�ë̎����
��������ͻ�������wδӲ��ǰ,���ڠt��ܟ������_�Oֱ��4~6mm��ͨ���,�����g����150~230mm��λ���O�ڃɂ��^�̴u���g,����Ȟ�v���w��ȵ�1/2~2/3�g���Ì������M�����O,��
�и�s�p���B(y��ng)�oҪ������ʩ���D��ʾλ�õ��и�s�p�,��p��80mm��V���Ϳs�p,�����Oλ�ñ��_�^�̴u�Ϳ����Ì����и���M���и����,����p����ͻ�����Ϡt�,���粻�ܼ��r��t�������ϲ����w�B(y��ng)�o,���B(y��ng)�o�ڃ����ϲ������γɼ�Сˮ��tҕ������,��
���Y������ͨ�^��܈䓲��M��ʽ�ӟ�t�t��ͻ������ʩ����ʽ�Ŀ��Y�Լ����ͻ������ʩ�����c�ķ���������Ū���מ�ʲôҪ�@��ʩ��,���_������ʩ�������c�͵���,��ͬ�rҲ���Ժ�ʩ���Ĺ����ṩһ��������