���y�V��t�������ͻ�u��̿�u����t�ף��S��������ˇ�ĸ��M,���t��̿�،�����׃?y��u)�̿�u�Y��̿�غ��ϓv��������ˇ,�����ں��Ϟ����w�v�����^�̿��Ƹ������,��ֱ��Ӱ푵��t�ۉ���,��
1 ��tǰ�Ĝʂ�
1.1 �O��Ĝʂ�
��1�����֡�늘O�ѳ������ϹܵȲ�λ������ý^���yԇ,������׃�����M�п��d���ԇ�,���ϸ���M����һ��������

��2���_����sϵ�y,��늘O����ϵ�y,������ϵ�y��Һ��ϵ�y,���߉�ϵ�y,����������ϵ�y���tǰ���Fϵ�y,������ϵ�y���\������,��
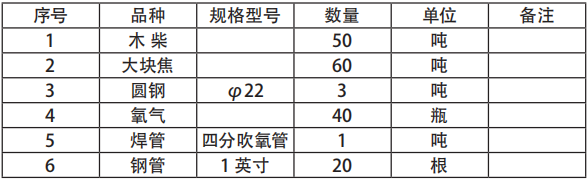
1.2 ԭ�ϵĜʂ�
��늠t�����ǰ���_����K���ʂ䵽λ,��������ԭ�Ϝʂ��ڎ�����tǰ 24 �r��Ͷ�Ϸ������ϲ��������t��ς},��
1.3 �t�w�Ĝʂ�
1.3.1 �����t�� �������õĠt�Ӄȏص���߸Ƀ����Ġt�Št��̎�����ö�������Ƞt��,����ȼs 200 �L,���ý��ۏĠt����������Ӳ��v������ȼs 500mm,�����ö���������t�ڶ���ȼs 150mm,��������ˠt�ڼs�� 150 �L���Ա�t�ڰl(f��)�t�r�a�Ӷ t��,��
1.3.2 䁉|�t�� �ڠt���Ϸ�ƽ�һ���ͻ�u,����� 65mm ���ҡ����ͻ�u�Ϸ���Oһ�� 50 �� 100mm �Ľ����ӣ�7����,��
1.3.3 䁉|䓰� ����O�õĽ��������늘O�⏽�ԃ�λ��,���ú��5�� 12mm �ďU䓰��һ��䓰�ӣ����ڟ����Ă��f,����䓰���e���� 1 �O���ϕr,���������g�_ 50 �� 100mm�Ŀף������ں��ϓ]�l(f��)�ֵ��ŷ�,��
1.3.4 ���s�՚ⴵ�ܷ��� �����s�՚ⴵ�ܷ�����䓰���,������һ�K�U�ͻ�u�ܿա����s�՚ⴵ�����ľ�� 25 ��,��
1.4 �_�tȦ�Ĝʂ�
��1���ú�� 10mm ��䓰������� 1000mm,��ֱ��1900mm ���_�tȦ���_�tȦ�ĺ��pҪ�����ι�,��
��2���������_�tȦ�����������w늘O����,�����_�tȦ�ײ�����ƽ�����K����uʹ�_�tȦ��(w��n)��������u�ϣ�Ȼ��ľ�����Ȧ�ȣ��ٌ��K���b�M�����_�tȦ��,��
1.5 늘O�Ĝʂ�
ǰ�������ʂ�ú�,����늘O���ŵ��ף����_����,���~��,����늘O�ѳ���̧�����ޡ��z���~���·��µ�늘O���Ƿ��Ѵ�ף����� 250mm ���ң�,��ҕ����늘O�Ƿ��Гp����r,���z������߶ȣ�Ҫ������߶��_�� 3000 �� 3500mm,��ͬ�r������늘O���������M���ܷ�,��늘O�������L�� 3200mm��늘O�г��x����λ1000mm,��
1.6��t���ϵĜʂ�
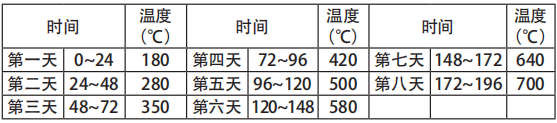
2 ����
��1������r�g�� 8 ��,��������ÝM�t�ű����ķ������ڱ���늘O��ͬ�r,��Ҳͬ�r����̿�ؠt����̿�ؠt��,��
��2�������_ʼ�r�ÏU����ȼľ���ϹܷŽ�̿��ľ���wס,���É��s�՚���ȼ,��
��3�����Æ��L��ͣ�L�r�gӛ䛺͟��ż�ضȼ������ض�ӛ䛣�30 ���ӛ�һ�Σ�,������Ҏ(gu��)�ɿ�����v���ض�����,��
��4������ڰ������v���ضȲ��������r,���t�D��늺��A��,��
��5������ضȿ��Ʊ�
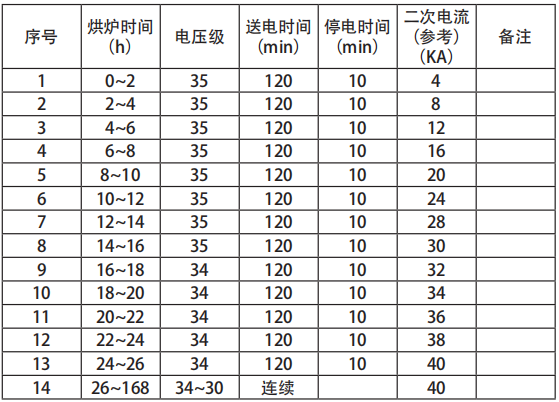
3 늺�
3.1 늺�r�g�r�g�� 7 �졣 늺�ǰ�ʂ�
��1��늺�ǰҪ�z����N�O��,���M�н^���yԇ,��ͬ�r��늉����{���� 35 ���������ּ�����늘O�����M���ܷ�z�鹤��,��
��2������늘O,������늘O�������L�Ȟ�2800��3000mm�����������Pӛ�,����늘O̧�x��̿����100mm���ȴ����,��
��3����늣��_�J׃����,���O��o�������d��늣��� A,��B,��C ��������½�늘O��������������@ʾ��늘O���л����ֹ��
��4��ͣ늾����ȡ����늘Oͬ�r�����ķ����M��ͣ늲���,��
���t�����ͣ��ƶȡ�
�Y�Z
��t�DZ����V��t�������P�I,���������Ҫͨ�^�������늺���^�̿��ƣ��_���t�ן��ż����څ�ݵķ�(w��n)���ɿ�,�������nj�������w�v����͵Ġt�r����,��һ����t���g�t���_�ѣ���ֱ��Ӱ푠t�ۉ���,��һ����r��,���Д��t�ɹ����P�I�A�Ξ�Ͷ�a��� 3-6 ���£��ڴ����g����t�ן��ż��������,�����F��������,����ô�t�ۉ��������_���������ϡ�