ę╗,Īó╗∙▒ŠģóöĄ(sh©┤)
Č■,Īó╝╝ąg(sh©┤)ųĖś╦(bi©Īo)ę¬Ū¾
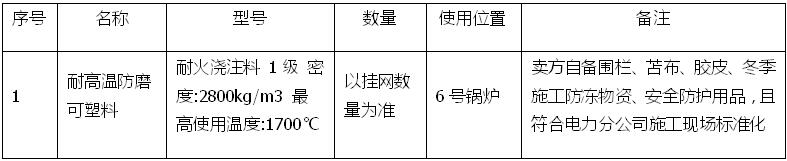
┘uĘĮ╠ß╣®Ą──═Ė▀£žĘ└─ź┐╔╦▄┴Ž╩®╣ż(╣╠╗»║¾)Ż¼ąĶ▀_(d©ó)ĄĮ╚ńŽ┬ųĖś╦(bi©Īo) ▒╚ųžŻ║2800kg/m3┐╔╦▄ąįųĖöĄ(sh©┤)Ż║15-40ūŅĖ▀╩╣ė├£žČ╚Ż║1700Īµ║±Č╚Ż║200Ż©╣Ķ╦ßõX└wŠSÜųŻ®+150Ż©─═Ė▀£žĘ└─ź┐╔╦▄┴ŽŻ®mm╩®╣ż║¾Ą─Ė▀£žĀt¤¤╣▄▒Ē├µ£žČ╚į┌ÕüĀtš²│Ż▀\(y©┤n)ąąŚl╝■Ž┬,Ż¼«ö(d©Īng)Łh(hu©ón)Š│£žČ╚Ż©ŠÓ▒Ż£ž▒Ē├µ1m╠Ä┐šÜŌ£žČ╚Ż®ąĪė┌Ą╚ė┌27ĪµĢr,Ż¼▓╗│¼▀^50ĪµŻ╗«ö(d©Īng)Łh(hu©ón)Š│£žČ╚┤¾ė┌27ĪµĢr▒Ż£ž▒Ē├µ£žČ╚į╩įS▒╚Łh(hu©ón)Š│£žČ╚Ė▀25Īµ,ĪŻ
╚²,Īó┘uĘĮ┘Y┘|(zh©¼)Īó╩®╣żā╚(n©©i)╚▌╝░▓─┴Žę¬Ū¾Ż║
3.1┘Y┘|(zh©¼)ę¬Ū¾▒Š┤╬▓╔┘Å║¼╩®╣żŻ¼┘uĘĮąĶŠ▀ėą▒Ż£ž─═╗▓─┴Ž╩®╣ż┘Y┘|(zh©¼)║═░▓╚½╔·«a(ch©Żn)įS┐╔ūC,Ż¼ł¾ārĢr╔Žé„┘Y┘|(zh©¼)╣®┘IĘĮīÅ║╦,ĪŻ
3.2┘uĘĮ╚ļÅS╩®╣ż╦∙ėą╚╦åTąĶ╠ß╣®└U╝{╣żé¹▒ŻļU╝░░▓╚½╔·«a(ch©Żn)ž¤(z©”)╚╬▒ŻļUŻ©╗“╣═ų„ž¤(z©”)╚╬ļUŻ®░┘╚fęį╔ŽĄ─ūC├„ĪŻĘ±ät▓╗įS╩®╣ż,Ż¼«a(ch©Żn)╔·Ą─╦∙ėą║¾╣¹ė╔┘uĘĮ│ąō·(d©Īn),ĪŻ
3.3ų„ę¬╩®╣ż▓┐╬╗Ż¼▓╗ŠųŽ▐ė┌ęįŽ┬▓┐╬╗Ą─ą▐Å═(f©┤)╣żū„
ó┘┴∙╠¢Āt1╠¢ĮŪś╦(bi©Īo)Ė▀45├ū┼“├ø╣Ø(ji©”)╠ÄØ▓ūó┴Ž,Ż¼╝s3®O,Ż╗1╠¢ĮŪś╦(bi©Īo)Ė▀39├ū╠ÄÅØŅ^╝s5®OĪŻ
ó┌┴∙╠¢Āt3╠¢ĮŪś╦(bi©Īo)Ė▀45├ūĄ§Č·╠Äū¾,Īóėę║Žėŗ(j©¼)╝s5®O,Ż╗3╠¢ĮŪ3╠¢ĮŪ36├ū╠Ä╝s2.5®OŻ╗3╠¢ĮŪś╦(bi©Īo)Ė▀25├ū╠Ä╝s2.5®O,Ż╗3╠¢ĮŪś╦(bi©Īo)Ė▀19├ū╠Ä╝s3®O,ĪŻ
ó█ ┴∙╠¢Āt4╠¢ĮŪś╦(bi©Īo)Ė▀35├ū╠Ä╝s3®OĪŻ
ó▄ ┴∙╠¢Āt5╠¢ĮŪ43├ū┼“├ø╣Ø(ji©”)Ž┬▓┐╝s3®O,Ż╗5╠¢ĮŪś╦(bi©Īo)Ė▀28├ū╠Ä╝s4®OĪŻ
ó▌ ┴∙╠¢Āt6╠¢ĮŪś╦(bi©Īo)Ė▀43├ū╠Ä╝s5®O,ĪŻ
ó▐Ė∙ō■(j©┤)═ŻĀtÖz▓ķŲõ╦¹ąĶꬹ▐Å═(f©┤)▓┐╬╗,Ż¼ęį▓╔┘ÅĄ─▓─┴Žė├▒M×ķ£╩(zh©│n)ĪŻ
ó▀ęį╔Ž▓┐╬╗Ą─ą▐Å═(f©┤)ā╚(n©©i)▓┐─_╩ų╝▄ė╔┘uĘĮžō(f©┤)ž¤(z©”),Ż¼ŪęĘ¹║Ž░▓╚½ś╦(bi©Īo)£╩(zh©│n)╗»ę¬Ū¾,Ż¼┤ŅįO(sh©©)╚╦åTąĶŠ▀ėą╝▄ūė╣ż┘Y┘|(zh©¼)Ż╗═Ō▓┐─_╩ų╝▄ė╔┘IĘĮžō(f©┤)ž¤(z©”),ĪŻ
3.4ų„ę¬╩®╣żĘĮĘ©ąĶą▐Å═(f©┤)▓┐╬╗Ą─ķ_┐ū║═║ĖĮėą▐Å═(f©┤)ė╔┘IĘĮžō(f©┤)ž¤(z©”),Ż¼Š▀¾wķ_┐ū╬╗ų├ęįĘĮ▒Ń╩®╣ż×ķ£╩(zh©│n)ĪŻ
ó┘ īóįŁĖ▀£žĀt¤¤ā╚(n©©i)▓┐ōpē─├ō┬õĄ─┐╔╦▄┴ŽŪÕ└ĒĖ╔ā¶▓ó┤“─ź│÷Įī┘╣ŌØ╔,Ż¼╩╣ė├350mmķL▓╗õPõō▒Ż£žŃ^ßö║ĖĮė└╬╣╠,Ż¼ķgŠÓ150mmŻ¼Ę¾įO(sh©©)200mm╣Ķ╦ßõXßś┤╠Üų║═┴Ōą╬Įī┘ĮzŠW(w©Żng),Ż¼┼õ╠ūĮī┘µiŲ¼╝░═ą▒P╣╠Č©└╬╣╠,Ż¼═Ōīėōv┤“┼õ▒╚║├Ą─┐╔╦▄┴Ž▓óōv┤“┘NīŹ(sh©¬)Ż¼║±Č╚150mm,ĪŻ
ó┌ Āt¤¤╣▄ā╚(n©©i)▓┐ą▐Å═(f©┤)ģ^(q©▒)ė“ę¬īóĖĮĮ³ķ_┴č,Īó╦╔äėĪó─źōp│¼ś╦(bi©Īo)Ą─▓┐╬╗ę╗▓óŪ├┤“─źĄ¶,Ż¼ą┬┼fŃĢĮė▓┐╬╗┐pŽČę¬╠ž╩Ō╠Ä└Ē,Ż¼Ę└ų╣¤ß┼“├ø║¾├ō┬õĪŻ
ó█ ╩®╣ż═Ļ│╔║¾ī”═┐īė▀M(j©¼n)ąąÖz▓ķŻ¼═┐īė▒Ē├µæ¬(y©®ng)╣Ō╗¼,Īóų┬├▄,Ż¼▓╗─▄ėąķ_┴čĪóŲ░³¼F(xi©żn)Ž¾,Ż¼║±Č╚Ę¹║Žę¬Ū¾,Ż¼ī”▓╗Ę¹║Ž╠Äųžą┬▀M(j©¼n)ąą╠Ä└ĒĪŻ
ó▄ ░l(f©Ī)¼F(xi©żn)Āt¤¤╣▄│ąųž▓┐╝■Ż©║Ė┐┌,Īó└ŁĮŅŻ®ėąć└(y©ón)ųžķ_┴č,Ż¼ąĶĖµų¬┘IĘĮ▀M(j©¼n)ąą╠Ä└ĒĪŻ
ó▌ ╩®╣żŲ┌ķgū÷║├╩®╣ż╝░öć░Ķģ^(q©▒)Ąž├µĘ└ūo(h©┤),Ż¼╚ńī”Ąž├µįņ│╔╬█╚Š,Īóōpē─Ż¼░┤įŁār┘rāö▓╔┘ÅĘĮ,Ż¼┐╝║╦į┌žø┐Ņā╚(n©©i)┐█│²,ĪŻ
ó▐ š¹éĆ╩®╣żŲ┌ķgŻ¼Ąū▓┐ę¬įO(sh©©)ā╔Ą└Ę└ūo(h©┤)ŠW(w©Żng),Ż¼╔Ž▓┐įO(sh©©)ā╔Śl░▓╚½└K,Ż¼ā╚(n©©i)▓┐ū„śI(y©©)╚╦åTę¬Ū¾╚½│╠┼Õ┤„░▓╚½Ä¦╝░Ę└ēŗŲ„Ż¼═Ō▓┐ę¬įO(sh©©)ę╗├¹ęį╔Ž▒O(ji©Īn)ūo(h©┤)╚╦åT,Ż¼ā╚(n©©i)═ŌČ©Ų┌▒Ż│ų┬ō(li©ón)ŽĄ,Ż¼┤_▒Ż╚╦åT░▓╚½Ż¼╚ńęį╔Ž░▓╚½å¢Ņ}▓╗Ę¹║Žę¬Ū¾,Ż¼┘IĘĮėąÖÓ(qu©ón)ĮKų╣╩®╣ż,Ż¼ų▒ų┴░▓╚½▀_(d©ó)ś╦(bi©Īo)ĪŻ
3.5▓─┴Ž╝░╣żŲ„Š▀ę¬Ū¾
ó┘ ┼c▒Š┤╬╩®╣ż┼┼┼õ╠ūĄ─▒Ż£žŃ^ßöŻ©”Ą8łAõō ▓─┘|(zh©¼):2502Ż®,Īó░ūõōĮī┘ŠW(w©Żng)ė╔┘uĘĮ╠ß╣®,Ż¼▒Ż£žūźßö╝░═ą▒P║ĖĮėė╔┘uĘĮžō(f©┤)ž¤(z©”)Ż¼║ĖĮėÅŖ(qi©óng)Č╚▓╗Ą├Ą═ė┌ąąśI(y©©)ś╦(bi©Īo)£╩(zh©│n),ĪŻ
ó┌ Ė▀£žĀt¤¤╣▄ā╚(n©©i)─_╩ų╝▄ė╔┘uĘĮžō(f©┤)ž¤(z©”),Ż¼Ųõ─_╩ų╝▄╝▄ŚU╝░┤ŅįO(sh©©)Ę¹║ŽļŖ┴”Ęų╣½╦Šś╦(bi©Īo)£╩(zh©│n)Ż¼▓óė╔įO(sh©©)éõ▓┐,Īó░▓Łh(hu©ón)▓┐,Īó╩╣ė├å╬╬╗┬ō(li©ón)║Ž“×(y©żn)╩š║ŽĖ±║¾ĘĮ┐╔╩╣ė├ĪŻ
ó█ ─═Ė▀£žĘ└─ź┐╔╦▄┴Ž╦∙ė├öć░Ķ╣żŲ„Š▀,Īó╝▄ŚU,Īó║ĖÖC(j©®)Ą╚ė╔┘uĘĮūįąą░▓┼┼Ż¼╦∙ėąļŖÜŌ╣żŠ▀Įø(j©®ng)“×(y©żn)╩š║ŽĖ±ĘĮ┐╔╩╣ė├,Ż¼╚ń┴╝║├Ą─ĮėĄžĄ╚,ĪŻ
ó▄ ▀M(j©¼n)Č╚ę¬Ū¾Ż║╦∙ėą╩®╣żū„śI(y©©)┼cÖC(j©®)ĮMÖzą▐═¼Ģr▀M(j©¼n)ąą,Ż¼═¼Ģr═Ļ│╔ĪŻ