乙烯裂解爐是整個乙烯裝置的核心,,屬于高溫高壓裝置,,施工過程中需要控制的關(guān)鍵點很多,其中輻射室襯里的施工工序復(fù)雜,,作業(yè)環(huán)境惡劣,,施工技術(shù)要求較高,其施工質(zhì)量的好壞直 接影響到裂解爐的能耗,、爐壁板表面溫度以及使用壽命 ,,因此值得重點注意。
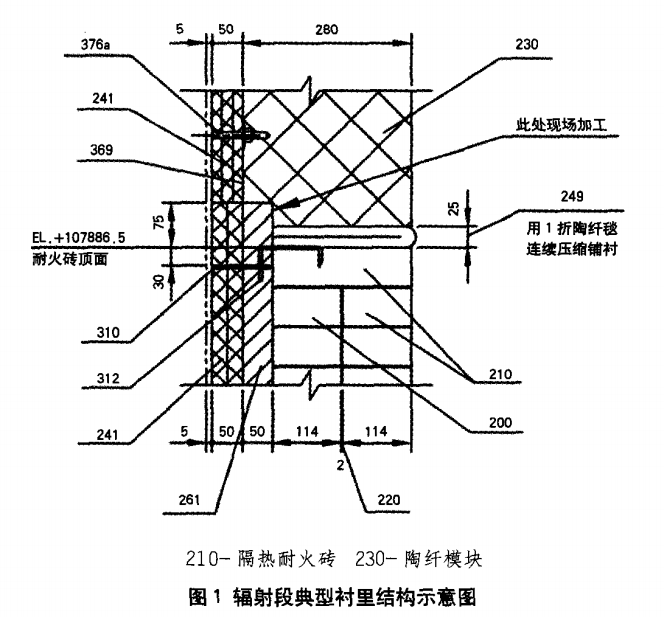
輔射室襯里主要分布在輻射室頂板,、壁板,、底板和橫跨段的內(nèi)表面上 ,其中頂板和橫跨段由陶纖毯和陶纖模塊組成,,底板則由陶瓷纖維毯和澆注料組成,。壁板的襯里結(jié)構(gòu)相對復(fù)雜,一共分為4個面 ,,即2面?zhèn)葔?面端墻 ,。每面墻體按照上下結(jié)構(gòu)又分為陶瓷纖維模塊和隔熱磚墻兩部分,詳細(xì)結(jié)構(gòu)見圖1,。
錨固件通常包括V型,,SM 型及SV型錨固釘、抓釘栓,、陶纖模塊安裝組件和陶纖毯安裝組件中的螺柱等,。焊接前,在壁板上按照設(shè)計圖紙要求的間距尺寸進(jìn)行彈線,,確定施焊部位,,并對焊點處進(jìn)行除銹。彈線前需先找出壁板中心線,,并從中心線向兩側(cè)進(jìn)行,。焊接時應(yīng)確保錨固件焊接牢固,,無裂紋、咬肉現(xiàn)象,,且與壁板垂直,。其中對于陶纖模塊安裝組件中螺柱的焊接,宜采用專用的機(jī)動弧焊接(自動焊接),,并在焊接完成后及時將陶瓷環(huán)去除,。錨固件焊接完成后,可用0.5kg的鐵錘逐個進(jìn)行敲擊檢查,,并測量錨固件的間距,。相鄰兩個錨固件的中心距允許偏差為±2ram,任意兩個錨固件間距的允許偏差為±3ram ,。
陶瓷纖維毯鋪設(shè),,層鋪陶纖毯一般用于磚墻、陶瓷纖維模塊的背襯和爐頂中間蓋板處,。其施工步驟雖然簡單,,但要保證質(zhì)量并不容易 ,必須嚴(yán)格按照設(shè)計圖紙和規(guī)范要求施工,,并注意以下幾點事項:
(1)切割陶纖毯時,,其切口應(yīng)整齊,不得任意撕扯,。
(2)所有陶纖毯的施工,,在邊緣處應(yīng)以“U”型折邊,保證端部的密封,。
(3)隔熱層、耐火層陶纖毯采用縱,、橫交叉鋪設(shè)方法,,每層錯縫應(yīng)大于100mm,即:第一層縱向鋪貼,,第二層橫向鋪貼,,如此交叉。同時隔熱層的里層對接,,其對接縫處應(yīng)留有余量壓 縮擠緊,;外層搭接,搭接長度宜為 lOOmm,,搭接方向應(yīng)為順氣流方向,,搭接處用粘結(jié)劑沾粘。