ѭ�h(hu��n)������偠t����һ�N�坍ȼ�����g(sh��),�����c��Ҏ(gu��)ú�۠t��һ��,�������õ���һ�N���ѭ�h(hu��n)ȼ�����g(sh��)�����ɱ�����ڠt��(n��i)�����L(f��ng)���x����(n��i)�γ���һ���ҝ�ȅ^(q��)��,�����ѭ�h(hu��n)������偠t�ķ�ĥ��ʩ��������e����ҕ,����ĥ��ע�Ϻ���ĥ���������דp�^(q��)�����e�ķ��O(sh��)�ܺõؽ�Q��ĥ�p���}���@����Ҫ����ĥ�������đ�(y��ng)���M(j��n)��Ԕ��(x��)��B,��
1 ��ĥ�����ϵ�����
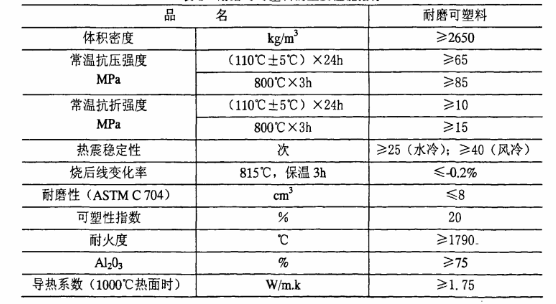
��ĥ���������ɸ��X�\������,�������̼�������ĥԭ�Ϟ���ϣ����X���}ˮ����ճ�Y(ji��)��,���⓽�������ӄ����ƶ��ɵ�,���ߜ�����ĥ���܃�(y��u)�����ͻ�ע�ϣ��ԝ�������ӓv��ʽ���͵IJ���,���������������õ���ĥ�����ϵ���Ҫ����ָ��(bi��o)Ҋ��1,�������Ϻ�t�ضȿ�������Ҋ�D2,��
������1 ��ĥ�����ϵ���Ҫ����ָ��(bi��o)
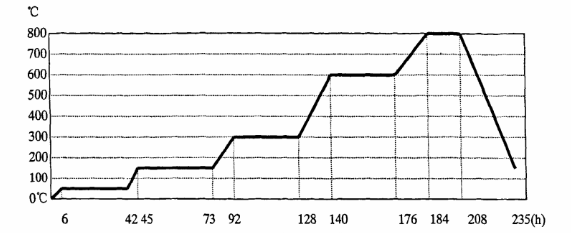
�����D1 ��t�ضȿ�������
2 ��ĥ�����ϵ�ʩ��λ�ü����
����ѭ�h(hu��n)������偠t�ǽ�����ĥ�ͽ^����ϵ�������ՓӋ������s��450t�������Hʩ���^��������������ՓӋ��Ҫ��10%~15%,����ĥ�����ϵ���Փ��(sh��)����45.85m3,�����Hʩ����������53.95m3�����в�����ʩ���p��,��߀��(y��ng)���]5%���ҵ�ʩ���p��,��
��ĥ����������Ҫʩ����λ�������t���²��F�������^(q��)���L(f��ng)���L(f��ng)ñ�^(q��)��ˮ�����l(f��)������ʽ�^�����²��������ܲ�λ,�����L(f��ng)���x���M(j��n)�ڟ������ܺ͂�(c��)���ֲ��^(q��)��,���Լ����L(f��ng)���x�����w��(n��i)�ڵȲ�λ���ڿ����Ϸ��O(sh��)�IJ�λ,��ȫ�����ø��ܶ��Nᔹ̶�,�� �Nᔆ�λ��e��(sh��)�����_(d��)630�w/m3���N�?sh��)IJ��|(zh��)�����ߜز��P䓲���,�����C�@Щ��λ���ܟ�����Ӳ���ĥ�p,��
����λ��ĥ�����ϵij��ͺ�Ȟ飺
���L(f��ng)���x����(n��i)�ڣ�46mm;��50.5mm����ʽ�^������46mm,�����L(f��ng)���x����ڟ�����55.5mm,��ˮ�����l(f��)��,��55.5mm;���L(f��ng)���ϣ�70mm,���t���²������^(q��)��50.5mm,��
3 ʩ����ˇ
3.1 ʩ��ǰ��(y��ng)�߂�ėl��
偠tˮ������ԇ�ϸ�ʩ�����I(y��)���ϵĹ̶���ĥ�N��a���ꮅ,��ʩ�����I(y��)�������Ƀ���ͿˢҎ(gu��)�����(1~2mm)�Ğr����,��ʩ���C(j��)�ߜ�(zh��n)���Rȫ������(j��)ʩ�����g(sh��)��ʩ��ʩ���ˆT�M(j��n)����Ԕ��(x��)�ļ��g(sh��)����,��ʩ�������\�֬F(xi��n)����Ҏ(gu��)��Ҫ���z��(f��)��ϸ�,��
3.2 ��ĥ�����ϓv��ʩ����ˇ
3.2.1��ĥ�����ϵ����ơ�����
���Ì��T����C(j��)�O(sh��)��,����(j��ng)�^�Y���100kgɢ�ϵ������D(zhu��n)�Ĕ���C(j��)��(n��i)�ɰ�3~5min��,������5~8kg�Y(ji��)�τ����?j��n)��?5~20min������õĿ����ϑ�(y��ng)�ǣ�����ɫ��һ��,���o�Y(ji��)�F(tu��n)����,������ɈF(tu��n)���ֲ�ɢ������õĿ����ϼ��r�b�����ϴ����ܷ��\��ʩ�����c,��
3.2.2 �v��ʩ����ˇ
������ĥ���������кܺõ����,������ڷ�픲�ʩ������֧ģ�塣���˱��C�����ϵ�ʩ���|(zh��)��,������(j��)�����Ͼ��кܺ�ճ�Ե����c,����ȡ�ˏ������µ����ʩ��������һ���o��һ�γ��͵ēv��,���o�ϕr���Ȍ�����ϸ�Ŀ�����������ɈF(tu��n),����������D���M(j��n)�ܱ��N��g�����~�[һ������_��,�����M(j��n)����Ƭ̎�o��,����䁹ܱ�̎����ĥ�����ϓv������˹�Ƥ�N�v��,���v��r�N�摪(y��ng)�c���洹ֱ,���N�^�ؠt���L�����ߡ��v��r����p����,������Ƥ�N�p��һ��,��ÿ�N��ǰ�Nһ�룬Ȼ���ٓv��ڶ���,��������,��������u�ӄţ���(d��ng)�v���O(sh��)�������r,������v���܌�,���v��?q��)�߅�����?y��ng)����45�㌧(d��o)��,���t���ĺ�ȳߴ瑪(y��ng)�����ڲ��߳��ܱ��Nᔶ��^5mm���Ҟ��ˡ�
3.2.3��Û�p���и�,���Ś�����O(sh��)
��ʩ�����˵Ŀ������r�w�����M(j��n)������,���������õ���ĥ�����ω����Ϸų�ˮƽ������ֱ��,����3mm����пp���и���Û�p,����Û�p���A(y��)���g����v�M�g��s��500~600mm���ң��p����3mm,����Ȟ�v��?q��)Ӻ�ȵ?/2,���r�w��Û�p�鲻؞ͨ�ͣ�ˮƽ�pˮƽ���R,����ֱ�p�e�в���,����Û�p�и�����(n��i)����3mm������ϰ�һ�ӣ����C���ϰ����M��ʹ�����Mƽ��ֱ,������ƽ��,����ʹ��Û�p�ں濾�r���ϰ屻��������Û�pҎ(gu��)��;�Ś�Ŀv�M�g�����150~200mm,����4mm��5mm������ڿ�����ƽ���ĉ��w�������Ś��,���e�в��ã����������Ϻ�ȵ�1/3����,��ԓ����һ������,���ܾ��_�r�w�ļ�����Û����ֹ�a(ch��n)���Ѽy�̈́���,��
4,�������ϵĺ濾
ѭ�h(hu��n)������偠t��ĥ�����Ϻ���ĥ�ͻ�ע�ϵĺ濾���Ƿֲ�ͬ�A���M(j��n)�е�,���I(l��ng)�������c���L(f��ng)����(n��i)��ĥ�ͻ�С�i�ϵĺ濾�r�Ϊ��M(j��n)�еģ���ĥ�����ϵĺ濾�������������c���L(f��ng)���ѽ�(j��ng)�濾��Ļ��A(ch��)���M(j��n)�е�,��
��ĥ�������ĺ濾�������w��t���k���M(j��n)��,������(j��)偠tȼ���Č��H��r��ᘌ��t��,�����L(f��ng)���x���ͻ�������λ�Ĝضȷֲ��ڳ��ڲ����ܾ�������c,����t�փɂ��A�β�����ʽ�͘��M(j��n)�С�
4.1 ��һ�A�κ�t
����(j��)CFB偠t�Y(ji��)��(g��u)��������,���鱣�C��tЧ��,���ڠt�ų��ڟ����R�r���b��������������ƽ���,�����C����܉��ͨ�^��J���y�������е���ĥ��ע�Ϻͷ��x���еĿ�����,��һ�����x�����ڟ����е���ĥ��ע���M(j��n)�к濾,���@һ�A����Ҫ�Ԡt�š�������,�����L(f��ng)���x���ͷ��x�����ڟ�������,��
���ȣ��c��ǰ偠t��ˮ����������ˮλ,�����_�^������ˮ�T�͌����Ś��T,������Ҏ(gu��)��Ҏ(gu��)���������P(gu��n)�L(f��ng)�C(j��)�O(sh��)���,����]���t��,�����x���M(j��n)���ڟ��������x�����״κ濾,����횇�(y��n)������ĥ�����ϲ��ϏS���ṩ�ĺ濾�����M(j��n)�Мضȿ���,���濾���ڲ���300kg/hС�͘��M(j��n)�У�����(j��)�ضȵ�׃��,���S�r���Q1650kg/h���͘�,���ضȜy�c�O(ji��n)ҕ������ʽ�y�c��CRT�������M(j��n)�С��t�Ń�(n��i)�ضȿ��ƺ������ٶ��������^(q��)�ضȜy�c��������c,�����x���Աڜy�c��������c,��
����(j��)����������Ҫ�ij�����10��/h-80����36h-��10��/h-110����48h-��10��/h-300����36(��(y��n)����Ơt�ų��ڟ��ز����^480�棬��ֹ����������)-��25��/h-600����36h-��25��/h-800������,���ڱ��؏�600���������r,���L(f��ng)ñ��ˮ����,�����^�ܱڳ��F(xi��n)���جF(xi��n)��,�������Kֹ���أ���һ�A�νY(ji��)��,�����ղ��ϏS�ҵ�Ҫ�� �������Ԡt�������^(q��)�ĺ濾�ضȞ�O(ji��n)�ض�,���������������^�m(x��)�M(j��n)�к濾�������O�ޜضȺ��һ�Εr�g��,����ÿС�r20����ٶȽ���������,����һ�A�κ�t�Y(ji��)����
4.2 �ڶ��A�κ�t
�ڶ��A�κ�t�������x����ڟ������R�r����,�����ڠt�Ų��L(f��ng)������һ����ȵĴ���,���s��С��600mm���@һ�A��,��偠t��������ԇ�ȿ���ͬ�r�M(j��n)��,���濾��λ�Ԡt�š��t�ų��ںͷ��x��������
偠t��ˮ����������ˮλ,������������偠t,���S�֠t�ų��ڞ�ؓ(f��)������t�ضȵĿ�����ԓ��λ�ضȜy�c�y�õĜضȞ��(zh��n),�������C�܉���CRT�����Ϝ�(zh��n)�_�@ʾ,�����տ����ϏS���ṩ������������Ͷ�봲��ֻ�͘��ʹ���4ֻ�͘�,��������������,���@һ�A�κ�t���c�O(ji��n)ҕ�t�ų��ڟ��أ���t���������Ԡt�ų��ڵğ��؞��(zh��n),��
����(j��)��һ�A�κ濾�r�t�ų��ڜضȵČ��Hˮƽ,�����t�ų��ڵğ�����������һ�A�εĜض�ˮƽ��Ȼ���^�m(x��)���������������غͺ��,��ͨ�^���Ӵ����͘��ij����͔�(sh��)��,���{(di��o)��һ�������L(f��ng)��,����(y��n)������������ʺͺ��ˮƽ,����(d��ng)�t��(n��i)�����_(d��)��600�����ϕr������(j��)Ҏ(gu��)�̺ͬF(xi��n)���Č��H��r,�����m��(d��ng)��t��(n��i)����Ͷú,����(d��ng)����(j��)����������׃����ʡú����ڟ�������׃С���Д��Ƿ��c��ɹ�������һ���L(f��ng)��,���{(di��o)���oú��,��������(j��)������������r�m��(d��ng)�����͘��ij�������(d��ng)�t�ų��ڟ�������850���,����Ҫ����,��
���˰��տ����ϏS���ṩ������Ҫ��偠t��ĥ�������ĺ濾����ȫ���Y(ji��)���,��F(xi��n)������(j��)偠t����,����������r���_ʼ��偠t�M(j��n)�д��ܹ���,��
偠t���ܹ����Y(ji��)����,���t��(n��i)��20/h�����ʾ������أ���偠t���ڟ��ؽ���150�����º�,��ͣ�t��Ȼ��s��ȡ��ԇ�K�M(j��n)�Мyԇ,��
5,�����h
(1)�����ϵ��_(d��)ʩ���F(xi��n)�������Ϗ�(f��)�z�Ĺ���һ��Ҫ�����ֵ���ҕ����(f��)�z���ϸ�IJ��ψԛQ����ʹ��,��
(2)����ʩ��ǰ,����ʩ�����I(y��)��ęz��һ��Ҫ�J(r��n)�棬���Cȱ�����N�ȫ���a����;�Nᔺܱ��ϵĞr����Ϳˢһ��Ҫ����,������©ˢ,�����r�������ڹܱڡ��NᔺͿ�����֮�g��������Ҫ����Û�g϶����������,��
(3)�����ϵēv��һ��Ҫ����,����©�N�������ܓv�����Ƥ���,��
(4)��Û�p���и����һ��Ҫ���ƺ�,����Ҫ�е��ܱ��ϣ���t��t�r��Û�p���_©�����ܟ������,���\�Еr���ϻ��w�ҘO��ĥ�p����,����ʧȥ��������ĥ�����ϵ����x�ˡ�
(5)����t�ضȵĿ���һ��Ҫ��(y��n)��,�������ǵ͜��A��,����80�����µĺ濾��Ŀ�����ų�������ʩ�����������ˮ�֣�110���غ濾�r�ų������ϵă�(n��i)��ˮ��,��300���غ濾���ų������ϽM�ɲ��ϵĽY(ji��)��ˮ�Լ�����M�ɲ���֮�g�M(j��n)�г����Ļ��W(xu��)����(y��ng)�ṩ�ضȗl��������,��
(6)�����ڵڶ��A�κ�t�^���У��ѽ�(j��ng)�����˴���,���������ڠt��ԇ�K�кܴ�ě_ˢ����,����ˣ�����(j��)�҂��Ľ�(j��ng)�,�����_ʼ�M(j��n)�п����ϵ�ʩ���r,���͑�(y��ng)ԓ��ȡ��ʩ����ԇ�K�Ĺ̶�λ�ú��b�á�
(7)�ڶ��A�κ�t�r�ĸ������偠t�ѽ�(j��ng)�߂����w���ӗl��,�����,�����е�ϵ�y(t��ng)�O(sh��)��͉Aʽ�ֶζ���(y��ng)ԓȫ�����ƣ���Ͷ���\��,������ذl(f��)�F(xi��n)���},����������ʽ���ӡ�
6,���Y(ji��)Փ
ͨ�^���̇�(y��n)���ʩ������,�����J(r��n)���ʩ�����Ȱ��ղ��ϏS���ṩ�濾�����M(j��n)����ȫ��λ�ĺ濾,��ij����̎���_450t/hCFB偠t����ĥ������,����(j��ng)�^��һ�Εr�g���\�п������ϵ����ܷ�(w��n)�����]�����@��ĥ�p,��Ó��,���˷N���ܵIJ�����ѭ�h(hu��n)������偠t�ϵđ�(y��ng)�����ˌ��ܟ�����Ӻܺõı��o(h��)���ã����к�(qi��ng)����ĥ��,��