針對采用水泥及低水泥澆注料固化較慢,,烘烤時間長的問題,,我公司研制了溶膠結合剛玉一莫來石澆注料,,2011年12月,某鋼鐵廠5000m3高爐的熱風主管出現(xiàn)了嚴重的掉磚事故,,沿主管道方向塌磚長度有近40m,,而環(huán)形砌筑的工作襯磚及輕質隔熱磚每一圈也都基本到了水平角度(即熱風主管內的上半弧內的磚基本全掉),出現(xiàn)如此大的塌磚面積實屬罕見,。后來通過采用剛玉莫來石快干澆注料對該主管實施一次性整體澆注修補,,通過應用跟蹤了解,經澆注修補后該高爐運行良好,。
1 澆注料的特性及理化指標
1.1 溶膠結合澆注料的特性
該澆注料采用以5~8mm,、3~5mm、1~3mm,、及<1mm的剛玉和莫來石為骨料,,剛玉粉、礬土粉及α-Al2O3(≤0.043mm)微粉為細粉,,采用溶膠及復合外加劑作結合劑的材料,,硅溶膠是粒徑從幾納米到數十納米的多聚硅酸分散體系,溶膠粒子內部結構為硅氧烷(-Si-O-Si-)網絡,,表面層由許多硅烷醇基(-SiOH)和羚基(-OH)所覆蓋,,同時硅溶膠覆蓋在固體表面能形成牢固的硅膠薄膜,從而增強材料的黏結,、固化和成型,。
經實踐總結分析該材料具有如下特性:①無需養(yǎng)護便可快速烘烤。有效提高一次性施工厚度達到了650mm,。同時有效縮短養(yǎng)護和烘烤時間,。溶膠結合快干澆注料已在武鋼燒結廠項目工業(yè)應用中成功實現(xiàn)了澆注成型12h后立即拆模烘爐、烘烤24h便投入正常生產,。②良好的忒及穩(wěn)定性及抗熱震穩(wěn)定性,。實驗表明:以水泥結合的試樣經40多次熱震循環(huán)就完全開裂,把熱震100次后的試樣經110℃烘干后,,測試其耐壓強度,,多次結果表明,溶膠結合的材料耐壓強度保持率在80%(熱震100次后的耐壓強度與熱震前耐壓強度的比值×100%)以上,。③良好抗CO侵蝕性能,。為了直接體現(xiàn)溶膠結合耐火澆注料的抗CO侵蝕性能的優(yōu)越性,把水泥結合耐火澆注料與溶膠結合澆注料同時放入到純CO氣氛中進行500℃的連續(xù)熱處理,,其結果是:水泥結合的澆注料在經熱處理50h后試樣就破裂為兩半,,100h后試樣出現(xiàn)一處大塊剝落,有大顆粒碳沉積,,150h后出現(xiàn)數處裂紋,,200h后有大塊剝落,,多出出現(xiàn)裂紋,表明其已受CO嚴重侵蝕,。而溶膠結合的澆注料50h厚度試樣表面出現(xiàn)一處碳沉積,,100h后試樣表面出現(xiàn)一片剝落,而150h后僅出現(xiàn)幾處開裂,,而200h后試樣整體變黑,,碳黑沉積在試樣的各個氣孔中,試樣從表面到內部僅受到嚴重的侵損,。
1.2 試樣的常溫成型的理化指標
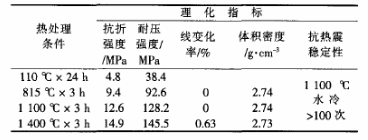
試樣常溫成型固化后經不同溫度熱處理后的強度、體積密度和線變化率見表1,。
表1 不同溫度處理后試樣常溫性能的理化指標
2 5000m3以上高爐熱風爐修補方案的確定及其完善
2011年12月初,,據某煉鐵廠5000m3高爐的相關人員反映,該高爐在使用過程中發(fā)現(xiàn)有輕質磚從熱風圍管掉落到送風管道內,,阻塞風口,,此情況從2011年年中開始出現(xiàn),截止到12月初,,情況越發(fā)嚴重,,已從風口拿出240多塊輕質磚。為了確保安全生產,,公司在線維修所的技術專家采用紅外感應成像儀對其進行掃描分析,,并提出相應的解決方案,經對該熱風主管進行紅外測溫及成像后,,通過對圖像的分析,,結合以往的經驗,初步斷定,,該管道內出現(xiàn)了一定部位的掉磚,。當休風時把三岔口的觀察孔打開,發(fā)現(xiàn)管道內塌磚情況非常嚴重,。為了能確定塌磚長度,,只能在兩邊所能看到的最大塌磚處再次打開天窗,同時考慮修補方案,,最終確定管道內從混風室到2#,、3#熱風爐之間的人孔連續(xù)塌磚長度近40m,塌磚面積基本為主管道圓弧的上1/2圓弧,。該熱風爐主管道塌磚情況見圖1,,需要修補部位詳細尺寸見設計圖圖2所示。
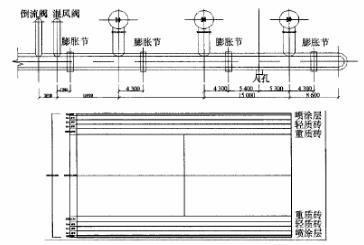
圖2 熱風主管各部位的詳細尺寸設計圖
混風室中心線到1#熱風爐三岔口中心線10.8m,,1#與2#,、2#與3#熱風爐三岔口中心線15m。熱風總管外徑3.200m,內徑2.096m,。爐皮厚度16mm,,噴涂層50mm,纖維氈10mm,,輕質磚采用三層,,每層輕質磚厚度114mm,重質磚采用一次環(huán)砌,,重質磚厚度152mm,。
針對現(xiàn)場情況,從塌陷面積情況來看,,實行熱態(tài)掉模澆注修補已經不現(xiàn)實,,而采用購磚砌筑至少需要近20天,最終決定,,采用設計院提供的冷爐方案進行冷爐,,根據施工方案,組織施工單位對施工中的各個細節(jié),,如模具的制備,、管道管殼的澆注口的打開及所需施工工具等進行準備。詳細施工時間安排及施工步驟如下,。
時間安排為:約20h的爐體冷卻,,約15h的管道清理,約20h的制模,,約40h的整體澆注以及十來個小時的烘烤,,封蓋上蓋板后,經壓漿再次對管道內的空隙進行填充,,5天后復風投入生產,。
施工步驟為:①開設澆筑天窗,天窗80cm×80cm,,間距200cm,;②管道降溫<100℃;③殘磚拆除,,清理管道內殘磚,;④砌磚,管道內局部塌磚范圍超過180°,,計劃砌筑到最少180°以上,,用以支持澆筑材料;⑤管道內支模,采用木模形式,,使用50mm木方圓模,,間距30cm,;⑥澆注施工,澆注順序從混風室三岔口→1#熱風爐→2#熱風爐→3#熱風爐,;⑦爐皮焊接,,開設灌漿孔并灌漿處理;⑧復風生產,。
根據圖紙尺寸核算,,此次整體澆注修補的長度達到了近40m,厚度在400~600cm,,整體澆注體積有近100m3,。
這次使用溶膠結合剛玉-莫來石澆注料搶修高爐工程無論從施工量之大,還是從施工的時間之短,,在國內,、國際實屬罕見,使用澆注料對管道整體澆注開創(chuàng)了國內,、國際的先例。該高爐熱風爐的主管道的管殼溫度在正常的生產中基本維持在100℃左右,,達到了原設計要求,。