ĪĪĪĪ裣h(hu©ón)┴„╗»┤▓ÕüĀtā╚(n©©i)▓┐ĘŪĮī┘Ę└╗Ę└─źĀtęrĮY(ji©”)śŗ(g©░u),Ż¼ī”(du©¼)ÕüĀt▀\(y©┤n)ąą▀^│╠ųą╩▄¤ß├µĄ─Ę└─ź╝░³c(di©Żn)╗Ų„Ą─Ę└╗▒Żūo(h©┤)ŲĄĮĘŪ│ŻĻP(gu©Īn)µIĄ─ū„ė├ĪŻĖ∙ō■(j©┤)ŽÓĻP(gu©Īn)┘Y┴ŽĮy(t©»ng)ėŗ(j©¼),Ż¼─┐Ū░═Č▀\(y©┤n)Ą─裣h(hu©ón)┴„╗»┤▓ÕüĀt,Ż¼ė╔ė┌Ātęrōpē─įŁę“Č°įņ│╔ÕüĀtĄ─╣╩šŽ┬╩Ė▀▀_(d©ó)75%ęį╔Ž,Ż¼╝║Įø(j©®ng)ć└(y©ón)ųžĄžė░ĒæĄĮ┴╦ÕüĀtĄ─ķL(zh©Żng)ų▄Ų┌Įø(j©®ng)Ø·(j©¼)▀\(y©┤n)ąąĪŻ╠žäe╩ŪĮ³Äū─ĻļSų°čŁŁh(hu©ón)┴„╗»┤▓ÕüĀtĄ─┤¾ą═╗»Ą─┐ņ╦┘Ųš╝░,Ż¼ī”(du©¼)裣h(hu©ón)┴„╗»┤▓ÕüĀtĘŪĮī┘Ę└╗Ę└─źĮY(ji©”)śŗ(g©░u)╩╣ė├Ą─┐╔┐┐ąįę▓╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾,ĪŻčŁŁh(hu©ón)┴„╗»┤▓ÕüĀtā╚(n©©i)ęr▓╗═¼▓┐╬╗ė├ĄĮ▓╗═¼ĘNŅÉĄ──═╗▓─┴ŽŻ¼╚ńŻ║─═─źØ▓ūó┴Ž,Īó─═─ź┤u,Īó─═─ź┐╔╦▄┴ŽĪó▌p┘|(zh©¼)Ø▓ūó┴Ž,Īó▌p┘|(zh©¼)┤u║═─═╗└wŠSĄ╚ĪŻŲõųą─═─ź▓─┴ŽĄ─įO(sh©©)ėŗ(j©¼),Īó┘|(zh©¼)┴┐,Īó╩®╣żĄ╚╩Ū▒ŻūCCFBš²│Ż▀\(y©┤n)ąąĄ─ĻP(gu©Īn)µIę“╦žų«ę╗Ż¼ę“┤╦│õĘųšJ(r©©n)ūR(sh©¬)裣h(hu©ón)┴„╗»┤▓ÕüĀtā╚(n©©i)▓┐ĀtęrĮY(ji©”)śŗ(g©░u)Ą─ōpē─ÖC(j©®)└Ē,Ż¼║Ž└Ē▀xō±,Īóš²┤_╩╣ė├─═─ź▓─┴ŽŻ¼═©▀^║Ž└Ēā×(y©Łu)╗»Ė─įņ,Ż¼╠ßĖ▀裣h(hu©ón)┴„╗»┤▓ÕüĀtā╚(n©©i)▓┐ĀtęrĄ─╩╣ė├ē█├³,Ż¼╩Ū▒ŻūC┤¾ą═裣h(hu©ón)┴„╗»┤▓ÕüĀtķL(zh©Żng)ų▄Ų┌░▓╚½▀\(y©┤n)ąąĄ─Ū░╠ߌl╝■ĪŻ▒Š╬─ų„ę¬╩Ūī”(du©¼)Ńtäéė±┐╔╦▄┴ŽĄ─╠ž³c(di©Żn)╝░裣h(hu©ón)┴„╗»┤▓╩®╣ż,Īó║µĀtĄ╚ĘĮ├µ▀M(j©¼n)ąą┴╦ĻU╩÷,ĪŻ
ĪĪĪĪ1 Ńtäéė±┐╔╦▄┴Ž╠ž³c(di©Żn)╝░╩╣ė├▓┐╬╗
ĪĪĪĪäéė±ŽĄųĖė╔ļŖ╚█╗“¤²ĮY(ji©”)Č°ųŲ│╔Ą─ų„ĄVŽÓ×ķ”┴-A1203ŽÓĄ─║¼Al203╝āČ╚▌^Ė▀Ą─▓─┴ŽĪŻäéė±ė▓Č╚║▄Ė▀(ė▓Č╚9╝ē(j©¬)),Ż¼╚█³c(di©Żn)2050Īµ,Ż¼¤ß┼“├øŽĄöĄ(sh©┤)×ķ(1000Īµ)8.0x10-6/ĪµŻ¼ÅŚąį├■┴┐ę▓┤¾,Ż¼×ķ36.3xl06Pa,Ż¼ī¦(d©Żo)¤ßŽĄöĄ(sh©┤)×ķ5.82W/MKĪŻŲõ╗»īW(xu©”)ąįĘĆ(w©¦n)Č©,Ż¼ī”(du©¼)╦ß║═ēAŠ∙ėą┴╝║├Ą─Ąų┐╣─▄┴”,Ż¼╩Ū╔·«a(ch©Żn)─═╗▓─┴ŽĄ─ųžę¬Ė▀╝ē(j©¬)įŁ┴Žų«ę╗ĪŻ─═╗▓─┴Žė├äéė±ų„ę¬░³└©¤²ĮY(ji©”)äéė±║═ļŖ╚█äéė±,ĪŻ─═╗▓─┴Žė├Ńt┘|(zh©¼)įŁ┴Žų„ę¬░³└©╠ņ╚╗ŃtĄV║═╚╦╣ż║Ž│╔Ą─╣żśI(y©©)č§ ╗»Ńt,ĪŻ╣żśI(y©©)č§╗»Ńt(Cr203)ėųĘQč§╗»ŃtŠGŻ¼×ķŠG╔½│¼╝Ü(x©¼)Ę█,Ż¼┴ŻČ╚ę╗░Ń×ķ-325─┐,Ż¼Cr203║¼┴┐┤¾ė┌98%ĪŻ╦³ęįŃt¶¹,ĪóųžŃt╦ßŌc(╗“Ōø)┼c┴“╗ŪĄ╚Įø(j©®ng)Ė▀£ž╚█¤²Č°│╔,ĪŻį┌─═╗▓─┴Žųąę²╚ļč§╗»Ńt│¼╝Ü(x©¼)Ę█,Ż¼į┌Ė▀£žŽ┬┐╔┼c╗∙┘|(zh©¼)ą╬│╔╣╠╚█¾wŻ¼Å─Č°╠ßĖ▀▓─┴Ž¤ßæB(t©żi)ÅŖ(qi©óng)Č╚Ą╚ąį─▄,ĪŻŃtĄV╩ŪųĖ╠ņ╚╗║¼ŃtĄV╬’,Ż¼ų„ę¬ė╔Ńt╝ŌŠ¦╩»ĄV╬’║═Ųõ╦³░ķ╔·Ą─ĄV╬’ļs┘|(zh©¼)ĮM│╔ĪŻŃtĄV│╔Ęų▒╚▌^Å═(f©┤)ļs,Ż¼ÅVĘ║┤µį┌ų°Cr03,ĪóAl203ĪóFe203,ĪóFe0,ĪóMg0╬ÕĘN╗∙▒ŠĮM│╔Ą─ŅÉ┘|(zh©¼)═¼ų├ōQĪŻė╔ė┌╠ņ╚╗ŃtĄVųąŃtĶFĄVŠ▀ėą┤·▒Ēąį,Ż¼╣╩ŃtĄVę╗░ŃĘQŃtĶFĄV,Ż¼ŃtĶFĄV═©│Ż│╩┴ŻĀŅ║═ēKĀŅ╝»║Ž¾wŻ¼║┌╔½,Ż¼Śl║█║ų╔½,ĪŻė▓Č╚5.5-6.5Ż¼¤o(w©▓)ĮŌ└Ēąį┤Ó,Ż¼▒╚ųž4.2-4.8,ĪŻ╚█³c(di©Żn)×ķ2180ĪµĪŻ┼“├øŽĄöĄ(sh©┤)ę╗░Ń×ķ(1000-1100Īµ)8.2x 10-6/Īµ,Ż¼Š▀ėą╚§┤┼ąį,ĪŻį┌Ė▀£žŽ┬¾wĘeĘĆ(w©¦n)Č©Ż¼▓╗░l(f©Ī)╔·┼“├ø╩š┐s,Ż¼▓╗ęū┼c╚╬║╬Ātį³Ę┤æ¬(y©®ng),ĪŻ

ĪĪĪĪ┐╔╦▄┴Ž╩Ūę╗ĘNŠ▀ėą┐╔╦▄ąįĄ──Ó┴Ž╗“┼„┴ŽŻ¼į┌▌^ķL(zh©Żng)Ģr(sh©¬)ķgā╚(n©©i)Š▀ėą▌^Ė▀┐╔╦▄ąįĄ─▓╗Č©ą╬─═╗▓─┴Ž,ĪŻ╩Ūė╔─═╗╣Ū┴Ž,ĪóĘ█┴ŽĪóĮY(ji©”)║Žä®,Īóēł╦▄ä®║═╦«Ęų░┤▒╚└²ĮM│╔Ą─,ĪŻĮY(ji©”)║Žä®═©│Ż╩Ū▄ø┘|(zh©¼)š│═┴Īó╦«▓Ż┴¦,Īó┴ū╦ߥ╚,ĪŻ┐╔╦▄┴Ž▓╔ė├ōv┤“Ę©╗“šäė(d©░ng)ĘĮĘ©╩®╣ż,ĪŻ
ĪĪĪĪŃtäéė±┐╔╦▄┴Žā×(y©Łu)³c(di©Żn)Ż║
ĪĪĪĪA. ─═╗Č╚Ė▀,Ż╗
ĪĪĪĪB. ─═─źąį║├Ż╗
ĪĪĪĪC. Ė▀£žŽ┬┐╣Ė»╬g,Ż╗
ĪĪĪĪE. ¤ßšĘĆ(w©¦n)Č©ąį║├,Ż╗
ĪĪĪĪF. ūį╚╗ą╬│╔²ö┴č▓╗ĒÜėĶ┴¶╩š┐s┐p,Ż╗
ĪĪĪĪG. ╩®╣żĘĮĘ©║å(ji©Żn)å╬╩®╣ż┘|(zh©¼)┴┐ėą▒ŻūCŻ╗
ĪĪĪĪH. ęūī¦(d©Żo)¤ß╦«└õ▒┌¤ßōp╩¦╔┘╠ßĖ▀ÕüĀtš¹¾w¤ßą¦,Ż╗
ĪĪĪĪI. įņār(ji©ż)Ė▀,ĪŻ
ĪĪĪĪęį1025t/h裣h(hu©ón)┴„╗»┤▓(CFB)×ķ└²Ńtäéė±┐╔╦▄┴Žų„ę¬æ¬(y©®ng)ė├ĻP(gu©Īn)µI─źōp▓┐╬╗Ż║ą²’L(f©źng)ĘųļxŲ„ų▒Č╬ĪóĀt╠┼│÷┐┌,ĪóĀt╠┼ØŌŽÓģ^(q©▒),Īó╦«└õŲ┴ĪóÜŌ└õŲ┴,Īóį┘¤ßŲ┴,Ż¼įO(sh©©)ėŗ(j©¼)╩╣ė├Ą──═─ź┐╔╦▄┴ŽŠ∙Ė─ė├Ńtõōė±┐╔╦▄┴ŽĪŻ
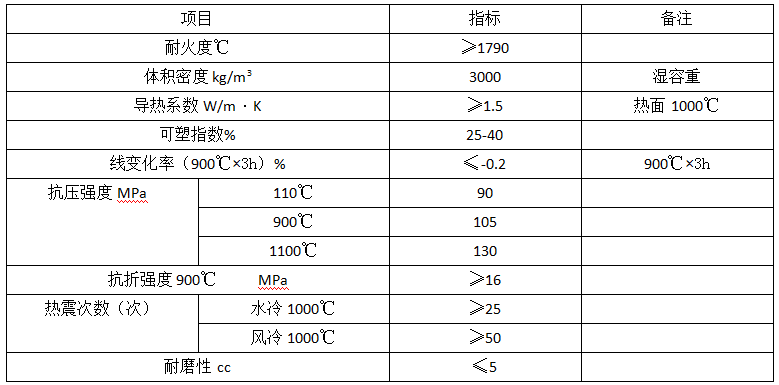
ĪĪĪĪŃtäéė±┐╔╦▄┴ŽĄ─└Ē╗»ųĖś╦(bi©Īo)
ĪĪĪĪ2 ╩®╣ż╝░║µĀt
ĪĪĪĪÕüĀt╩▄¤ß├µõNßöģ^(q©▒)ė“▓┐╬╗į┌Ę¾įO(sh©©)Ńtäéė±┐╔╦▄┴ŽŪ░▒žĒÜča(b©│)║Ė╚½,Ż¼Ųõ╦³▓┐╬╗┤²Ī░YĪ▒ą═ßö,Ż¼Ī░VĪ▒ą═ßö║ĖĮė└╬╣╠║¾į┘▀M(j©¼n)ąąØ▓ūóŻ¼╩®╣żŪ░ŪÕ└ĒĖ╔ā¶Ātā╚(n©©i)ā╚(n©©i)ęr╦∙ėąĮī┘śŗ(g©░u)╝■,Ż¼▓óŪęį┌Ųõ╔ŽŠ∙ä“═┐╦ó1-2mm║±Ą─×rŪÕŻ¼ūį╚╗’L(f©źng)Ė╔,ĪŻ
ĪĪĪĪĀtā╚(n©©i)ā╚(n©©i)ęr╩®╣żįŁät╔Žūį╔ŽČ°Ž┬,Ż¼╝┤ĀtĒö-Āt╠┼│÷┐┌¤¤┤░-Ų┴▀^-Ų┴į┘-╦«└õ▒┌Ū░ē”Įo├║┐┌-Āt╠┼-’L(f©źng)╩ęŻ¼ą²’L(f©źng)ĘųļxŲ„╚ļ┐┌¤¤Ą└-ą²’L(f©źng)ĘųļxŲ„(ę“ą²’L(f©źng)ĘųļxŲ„┼cŲõ│÷┐┌¤¤Ą└Ą─ųąą─═▓ų«ķgķgŽČ▀^ąĪ,Ż¼ąĶį┌╦«ē║Ū░╝┤░▓čbųąą─═▓Ū░╩®╣żą²’L(f©źng)ĘųļxŲ„╔ŽČ╬╗ž┴ŽŲ„-ą²’L(f©źng)ĘųļxŲ„│÷┐┌¤¤Ą└,ĪŻį┌╩®╣żŪ░Ż¼╩ūŽ╚ī”(du©¼)├┐ę╗┼·ā╚(n©©i)ęr▓─┴Ž▀M(j©¼n)ąą¼F(xi©żn)ł÷(ch©Żng)║═ļSÖC(j©®)│ķśėÖz▓ķ,Ż¼▓óŪęę¬ū÷║├įćēK╦═ėąĻP(gu©Īn)Öz“×(y©żn)šŠ£y(c©©)įćŲõĖ„ĘNąį─▄,Ż¼│÷įćįć“×(y©żn)ł¾(b©żo)ĖµĪŻįćśėĄ─įć“×(y©żn)ØMūŃ║¾,Ż¼į┌öć░ĶÖC(j©®)ųą╝ė╚ļę╗Č©┴┐Ą─ā╚(n©©i)ęr▓─┴Ž,Ż¼Ūęę└Ųõ▓─┴ŽĄ─ąį─▄░┤▒╚└²╝ė╚ļ▀m┴┐Ą─š│ĮY(ji©”)䮯¼╠Ē╝ėä®╗“╣╠╗»ä®║═╦«,Ż╗öć░ĶŠ∙ä“,ĪŻ
ĪĪĪĪ░čöć░Ķ║├ā╚(n©©i)ęr▓─┴ŽĄ╣╚ļ┴ŽČĘŻ¼ė├▓╝ų├║├Ą─ŠĒ?xi©żng)ŅÖC(j©®)▀\(y©┤n)▌öų┴╣żū„├µ,Ż¼Ę¾įO(sh©©)╗“Ų÷ų■į┌╦∙ąĶ╠Ä,Ż¼Ųõ║±Č╚Ė▀ė┌įO(sh©©)ėŗ(j©¼)ųĄĄ─3-4mmōvīŹ(sh©¬)Ż¼─©ŲĮ,Īóē║╣Ō,Ż¼Ė„õNßö▀ģŠē╠ÄĄ─Ńæäéė±┐╔╦▄┴Žū÷│╔450Ą╣ĮŪĪŻā╚(n©©i)ęr╩®╣ż│╔ą═║¾ę¬ū÷║├ŽÓæ¬(y©®ng)Ą─B(y©Żng)ūo(h©┤),ĪŻ
ĪĪĪĪŃtäéė±┐╔╦▄┴Ž▓╔ė├Ė▀ÅŖ(qi©óng)─═╗╣Ū┴Ž,Ż¼╠Ē╝ė│¼╝Ü(x©¼)Ę█ōĮ║Ž┴Ž║¾Ą──═─ź┐╔╦▄┴Ž,ĪŻ▓╔ė├A┴ŽĪóB┴ŽĘųķ_░³čb,Ż¼¼F(xi©żn)ł÷(ch©Żng)╗ņ┼õĄ─╔·«a(ch©Żn)╣ż╦ć�,Ż¼F(xi©żn)ł÷(ch©Żng)┼õĘĮ×ķ7┤³A┴Ž(5kg/┤³)┼õ1┤³B┴Ž(3kg/┤³)Ė∙ō■(j©┤)ÜŌ£ž║═¼F(xi©żn)ł÷(ch©Żng)╩®╣żę¬Ū¾øQČ©├┐ÖC(j©®)öć░Ķ┴┐Ż¼╗ņ┼õ║¾Ą─┐╔╦▄┴Žæ¬(y©®ng)į┌ęÄ(gu©®)Č©Ą─Ģr(sh©¬)ķgā╚(n©©i)ė├═Ļ,Ż¼ę╗░Ń▓╗│¼▀^25ĘųńŖ,Ż¼╣╠╗»║¾Ą─┴Žæ¬(y©®ng)Śēų«▓╗ė├Ż¼ć└(y©ón)Į¹╝ė╚ļš│ĮY(ji©”)ä®║¾ųžą┬╩╣ė├,Ż¼ć└(y©ón)Į¹╝ė╦«,ĪŻ
ĪĪĪĪŃtäéė±┐╔╦▄┴Ž▓╔ė├╩ų╣żōv┤“ĘĮĘ©╩®╣żŻ¼ć└(y©ón)Į¹Ø±B(y©Żng)ūo(h©┤)║═š¶Ų¹B(y©Żng)ūo(h©┤),ĪŻ▀@ą®▓─┴ŽČ╝į┌¼F(xi©żn)ł÷(ch©Żng)╩®╣ż,Ż¼▓─┴Žųą┤µį┌║▄Ė▀Ą─╦«Ęų░³└©ā╚(n©©i)╦«Ę▌║══Ō╦«Ę▌)ĪŻę“┤╦,Ż¼Ńtäéė±┐╔╦▄┴ŽĄ─Ė╔į’Ī¬Ī¬║µĀt╩Ūą┬╩®Ą─裣h(hu©ón)┴„╗»┤▓(CFB)ÕüĀt▀\(y©┤n)ąąŪ░Ą─ę╗ĒŚ(xi©żng)ųžę¬╣żū„,Ż¼║µĀt┐╔ęį╝ė╦┘Ātē”▓─┴ŽĄ─╬’└Ē╗»īW(xu©”)ūā╗»▀^│╠Ż¼ų▒Įėė░Ēæā╚(n©©i)ęr▓─┴ŽĄ─ē█├³║═裣h(hu©ón)┴„╗»┤▓(CFB)ÕüĀt▀\(y©┤n)ąąĄ─┐╔┐┐ąį,ĪŻį┌║µĀt▀^│╠ųą,Ż¼╚ń╣¹Ųõųą╦«Ęųš¶░l(f©Ī)▀^┐ņŻ¼«a(ch©Żn)╔·Ą─╦«š¶Ų¹Ų¹ē║│¼▀^╗ņ─²═┴Ą─ĮY(ji©”)║Ž┴”,Ż¼┐╔─▄╩╣?f©żn)tē”░l(f©Ī)╔·┴č┐p,Īóūāą╬Īóōpē─,Ż¼╔§ų┴┐╔─▄ąįįņ│╔┤¾├µĘeĄ─Ātē”╠«╦·;╚ń╣¹ā╚(n©©i)ęr▓─┴Ž│§╩╝¤ß┼“├ø▀^┐ņ║═▓╗Š∙ä“,Ż¼ę▓Ģ■(hu©¼)ė╔ė┌¤ßæ¬(y©®ng)┴”╝»ųąČ°╩▄ĄĮōpē─ĪŻ
ĪĪĪĪīŹ(sh©¬)ļHųąęį1025t/h裣h(hu©ón)┴„╗»┤▓(CFB)×ķ└²,Ż¼ÕüĀt▒Š¾wĄ═£ž║µĀtį┌Įø(j©®ng)Üv8╠ņ═Ļ│╔,ĪŻįōÕüĀt▒Š¾wĄ═£ž║µĀtÅ─ķ_╩╝▀M(j©¼n)ąąŻ¼48ąĪĢr(sh©¬)║¾▀M(j©¼n)╚ļ180ĪµŠÅ╦┘╔²£ž,Ż╗108ąĪĢr(sh©¬)║¾Ēś└¹▀^Č╚ĄĮ280Īµ,Ż╗128ąĪĢr(sh©¬)║¾ķ_╩╝▀M(j©¼n)╚ļ370ĪµŻ╗168ąĪĢr(sh©¬)║¾║µĀtÖC(j©®)�,Ż╗▀M(j©¼n)╚ļūį╚╗└õģsļAČ╬,ĪŻī”(du©¼)ĘĄ┴ŽŲ„║═³c(di©Żn)╗’L(f©źng)Ą└Ą╚į┌▀\(y©┤n)ąąųąęū╩▄ōp▓┐╬╗Ż¼ī”(du©¼)Ųõ╠ßŪ░12ąĪĢr(sh©¬)³c(di©Żn)╗,Ż¼į┌║µĀtūŅ║¾ļAČ╬,Ż¼ī”(du©¼)▀@ą®▓┐╬╗▀M(j©¼n)ąą┴╦╝s12ąĪĢr(sh©¬)Ą─ųąĖ▀£ž│§▓Į¤²ĮY(ji©”)Ż¼╩╣▀@ą®▓┐╬╗Ą──═─ź─═╗▓─┴Žį┌Į±║¾Ą─▀\(y©┤n)ąąųąŠ▀ėąĖ³║├Ą─╩╣ė├ąįĪŻĮø(j©®ng)įćēK╦«Ę▌╗»“×(y©żn)║¾┤_šJ(r©©n)┤╦┤╬║µĀt╝║│¼ś╦(bi©Īo)▀_(d©ó)ĄĮ║µĀt─┐Ą─,ĪŻĖ▀£ž║µĀtļAČ╬╝┤Ą┌Č■ļAČ╬║µĀt╩Ūį┌ŽĄĮy(t©»ng)åóäė(d©░ng)┤Ą╣▄Ģr(sh©¬)▀M(j©¼n)ąą,ĪŻ
ĪĪĪĪ3 ╩╣ė├ĮY(ji©”)╣¹
ĪĪĪĪ裣h(hu©ón)┴„╗»┤▓(CFB)▀\(y©┤n)ąąī”(du©¼)ųžę¬▓┐╬╗(ą²’L(f©źng)ĘųļxŲ„ĪóĀt╠┼,Īó╗ž┴ŽķyĄ╚)Ą──═╗▓─┴Ž─═─źąįę¬Ū¾▌^Ė▀,Ż¼─═╗▓─┴ŽĄ──═─źąį┼cų„ę¬įŁ┴ŽĄ─ąį┘|(zh©¼)Īó╔·«a(ch©Żn)╣ż╦ć,Īó╩®╣żĄ╚ę“╦žėąĻP(gu©Īn),ĪŻ
ĪĪĪĪĮø(j©®ng)▀^╩╣ė├Ż¼Öz▓ķĮY(ji©”)╣¹▒Ē├„æ¬(y©®ng)ė├Ńtäéė±┐╔╦▄┴Žų„ę¬ĻP(gu©Īn)µI▓┐╬╗Ż║ą²’L(f©źng)ĘųļxŲ„ų▒Č╬,ĪóĀt╠┼│÷┐┌,ĪóĀt╠┼ØŌŽÓģ^(q©▒)Īó╦«└õŲ┴,ĪóÜŌ└õŲ┴,Īóį┘¤ßŲ┴Ż¼ø]ėąę“?y©żn)ķ▓─┴Žūį╔Ēå¢Ņ}ę²Ų═ŻĀtĄ╚Ūķør,Ż¼įō▓┐╬╗▓─┴ŽĮø(j©®ng)║å(ji©Żn)å╬ŠSūo(h©┤)║¾╚į┐╔└^└m(x©┤)╩╣ė├,ĪŻ