一,、焊接簡介
焊接是通過加熱,,使不同金屬材料界面之間產(chǎn)生原子鍵合的一種加工方法,。 焊接過程如圖12-11所示,。
由圖12-11可知,焊接中,,焊料和工件的邊界熔化形成熔融區(qū)域(熔池),,熔池冷卻凝固后便形成材料之間的連接。焊接是 機(jī)械工程之下的二級學(xué)科,。很多名牌大學(xué)都有焊接專業(yè),。因而,焊接是一項(xiàng)專門技術(shù),。焊接對窯爐用金屬材料和耐火材料都有重要的影響,。
長期以來,水泥和耐火材料廠家的許多人員 缺乏關(guān)于焊接的知識(shí),,致使錨固件受損,,影響了耐火材料的壽命。例如,,當(dāng)錨固件時(shí)常被拔出時(shí),,有的工廠用增多、加粗錨固件的辦法,,暫時(shí)避免了錨固件的拔出,,但增加了在窯襯中埋設(shè)的金屬 數(shù)量,縮短了耐火材料的壽命;有的工廠設(shè)計(jì)特殊的錨固件,,通過增長焊縫避免錨固件拔出,,但是大幅增加了焊接成本,顯著延長了檢修時(shí)間,,影響了水泥窯的產(chǎn)量,。
二、焊縫結(jié)構(gòu)
熔化焊接時(shí),,在幾毫米的范圍,,短到幾秒、長至數(shù)分的時(shí)間內(nèi),發(fā)生了一系列復(fù)雜的物理化學(xué)變化,。焊縫的結(jié)構(gòu)和成分分布如圖12-12所示,。
圖12-12 (a)是焊區(qū)結(jié)構(gòu);圖12-12(b)是成分分布。其中,,OA 表示完全熔化,、成分均勻的區(qū)域 (焊條);AB表示完全熔化、成分隨距離而變的區(qū)域(焊條/母材邊界); BC表示完全熔化,、成分均勻的區(qū)域 (母材);CD表示部分熔化區(qū)(母材);DE表示熱影響區(qū)(母材),。C (%)表示碳含量、T(°C)表示溫度,、M (%)表示合金元素含量,。
由圖12-11和圖12-12可知,焊接是一個(gè)非常復(fù)雜的物理化學(xué)過程,。 焊接中,,發(fā)生一系列變化:①焊接包括冶煉、鑄造和熱處理三個(gè)子過程;②變化在很大溫度梯度,、高速加熱和冷卻條件下發(fā)生;③焊條,、母材的化學(xué)成分可能不同,使焊區(qū)不同部分存在成分和組織差異,,產(chǎn)生殘余應(yīng)力,,從而致使焊縫開裂。
三,、焊接裂縫
焊接時(shí),,焊縫相當(dāng)于一個(gè)小的熔池,母材相當(dāng)于爐壁和錠模,。第一,,快速加熱到熔點(diǎn)以上;第二,在加熱和冷卻中焊縫及附近部位發(fā)生了相變,,其范圍包括了從液態(tài)到固態(tài)的各個(gè)相區(qū);第三,,冷卻速度很快,因而熱應(yīng)力和相變應(yīng)力可使焊件出現(xiàn)裂紋,,如圖12-13所示,。
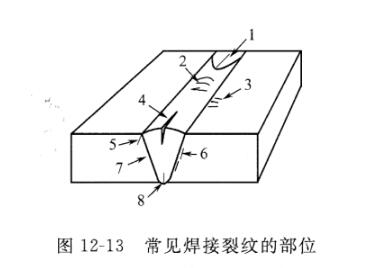
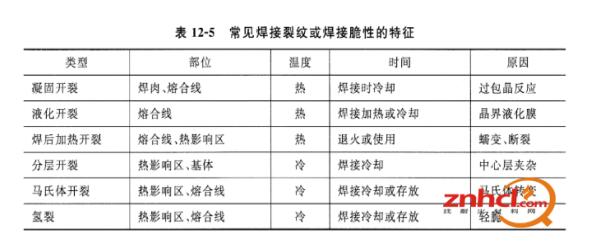
圖12-13顯示了常見焊接裂紋的部位。其中,,發(fā)生在焊肉中的裂縫有1,、2、4,、8幾種,;發(fā)生在熱影響區(qū)的裂縫有3,、6兩種;7為焊縫的熔合線,。 裂紋分為熱裂,、冷裂兩種。一般情況下,,熱裂為沿晶斷裂;冷裂為穿晶斷裂,。熱裂發(fā)生在焊接過程或焊后的高溫使用過程,一般溫度髙于650°C,;冷裂則出現(xiàn)在300°C:以下,,不僅在焊接的冷卻過程中產(chǎn)生,也可在放置或使用中產(chǎn)生,。常見焊接裂紋或焊接脆性的特征見表12-5,。
四、 鋼鐵材料的焊接性
鋼鐵材料的焊接性分工藝焊接性和使用焊接性,。工藝焊接性指通過焊接加工形成完好焊接接頭的能力,,即焊接的難易。使用焊接性指焊接接頭在使用條件下安全運(yùn)行的能力,,即性能的高低。
工藝焊接性則分為冶金焊接性和熱焊接性,。冶金焊接性指焊接中的冶金過程 (熔化,、反應(yīng)、結(jié)晶,、相變)對焊縫性能和產(chǎn)生缺陷的影響程度,,其主要影響因素有母材金屬、焊接材料,、焊接方法,、保護(hù)條件等。
熱焊接性指焊接熱循環(huán)后,,對焊接熱影響區(qū)組織性能及產(chǎn)生缺陷的影響程度,,其主要影響因素是母材成分、熱處理狀態(tài)和焊接工藝,。由于耐熱鋼的合金元素多,、含量高、組織復(fù)雜,,在焊接條件下,,其組織和性能都會(huì)發(fā)生很大變化,有可能出現(xiàn)裂紋等缺陷,。
五,、 異種鋼材的焊接
異種鋼的焊接指兩種成分、組織不同的鋼之間的焊接。例如,,珠光體鋼(碳素鋼,、低合金鋼)和奧氏體耐熱鋼 的焊接。
一般情況下,,兩種鋼材的焊接比同種鋼材要困難,。異種材料的焊接性能主要取決于兩種材料的冶金相容性、物理性能,,主要影響因素有:兩種異種鋼材的成分,、焊條的種類和成分、接頭尺寸和施焊方位,、焊接方法,、焊接參數(shù)、焊接技術(shù)水平和焊接的工作環(huán)境,。
難點(diǎn)之一為,,異種金屬因化學(xué)成分和物理性能顯著不同,以致焊接時(shí)兩種金屬的交界處產(chǎn)生一層成分和性能與母材不同的過渡層,,對焊接接頭的整體性能造成不利影響,。
難點(diǎn)之二為,異種金屬的熱膨脹系數(shù)不同,,容易引起熱應(yīng)力且不易消除,,往往產(chǎn)生很大焊接變形。因焊接應(yīng)力和脆性的增加,,異種鋼材的焊接接頭,,尤其是熱影響區(qū),容易開裂,、脫落,。圖12-14顯示了珠光體鋼和奧氏體鋼焊縫金屬中Ni含量的變化與組織。
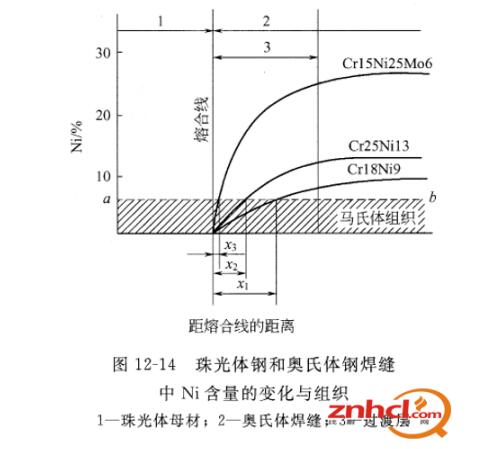
由圖12-14可知,,珠光體和奧氏體界面處的Ni含量是逐漸變化的,。由第六章中的Schaeffler耐熱鋼組織圖可知,Ni含量的降低可能產(chǎn)生馬氏體脆性層,,導(dǎo)致熔合區(qū)的破壞,。
由圖12-14可知,成分過渡層是不可避免的,。但可以通過改變充填金屬成分減少其寬度,。如果使用高N1合金鋼焊條,可以大幅減少脆性層寬度,;如果使用 N1基合金焊接材料,,幾乎可以把脆性層寬度降至零,。
六、耐熱鋼與耐熱鋼的焊接
1.爐用耐熱鋼焊接特點(diǎn)
一般情況下,,錨固件的材質(zhì)為奧氏體耐熱鋼,。水泥工業(yè)中,以Y形錨固件最為常用,。通常,,Y形錨固件的分叉部分需要焊接。這種焊接就屬于奧氏體鋼-奧氏體鋼之間的焊接,。奧氏體耐熱鋼的焊接性比鐵素體耐熱鋼和馬氏體耐熱鋼好得多,。但是,奧氏體耐熱鋼仍會(huì)出現(xiàn)焊接熱裂紋和熱影響區(qū)的晶粒長大,、475°C 脆化傾向以及在600〜850°C長時(shí)間停留出現(xiàn)脆化相,。
奧氏體耐熱鋼的熱導(dǎo)率小、膨脹系數(shù)大,,在局部高速加熱和冷卻的條件下,,在接頭可形成較大的焊接應(yīng)力。奧氏體耐熱鋼,,尤其是純奧氏體鋼(C.r25Ni20鋼),,熱影響區(qū)的晶粒長大比較嚴(yán)重。由于不平衡加熱• S,、P等有害雜質(zhì)元素聚積,,因而產(chǎn)生液化裂紋。
一般情況下,,焊接奧氏體耐熱鋼時(shí),要求焊接材料的合金成分和母材匹配,。 對于不銹鋼,,希望有一定的鐵素體.以保證良好的抗裂性能,又有良好的耐蝕性,。對于長期在高溫運(yùn)行的奧氏體鋼焊件.焊縫內(nèi)鐵素體的含量不應(yīng)超過5%,,以免出現(xiàn)s相脆性。讀者可以根據(jù)第六章中的Schaeffler耐熱鋼組織圖,,按焊縫 金屬的Cr當(dāng)量和Ni當(dāng)量估計(jì)其鐵素體含量,。
2.爐用耐熱鋼焊接工藝
為保證焊接質(zhì)量,推薦采用以下焊接工藝:
① 仔細(xì)清除油,、圬,、銹、垢,,防止有害元素滲入;
② 按照母材和焊接性能要求選擇適當(dāng)焊條;
③ 為防止合金元素?zé)龘p,,焊接時(shí)盡力縮短電弧•限制擺動(dòng)幅度,,焊縫寬度不超過焊條直徑的4倍;
④ 為防止過熱,采用小電流,、高速焊的工藝,。
七、耐熱鋼與其他鋼材的焊接
一般情況下,,水泥回轉(zhuǎn)窯窯體采用低合金耐熱鋼,,其他部位的殼體采用碳素鋼。水泥工業(yè)中Y形錨固件的底部和窯體或殼體通過焊接連接,。這種焊接屬于奧氏體鋼和其他鋼材之間的焊接,。
異種鋼材焊接時(shí),可能出現(xiàn)的問題有接頭的塑性和韌性降低,,焊縫金屬易產(chǎn)生裂紋,,熔合區(qū)易脫碳軟化或增碳硬化。為減緩上述問題,,可以選用含N1較高的充填材料,,采用小電流、高電壓和快速焊的工藝,。一般情況下,,焊接異種鋼時(shí),焊接材料的選擇是就高不就低,。如低合金鋼和耐熱鋼焊接時(shí),,選擇耐熱鋼焊 接材料;耐熱鋼和鎳基合金焊接時(shí),選擇鎳基合金為焊接材料,。
特別指出:如果焊接發(fā)生問題,,不要一上來就根據(jù)資料上的結(jié)果推測。這時(shí).應(yīng)該進(jìn)行必要的實(shí)驗(yàn),,測試焊接性能是否滿足使用要求,。然后,依據(jù)結(jié)果確定問題所在,、分析原因,,提出解決辦法。然后,,評價(jià)處理結(jié)果,。如果自己不能解決問題,就需要專業(yè)人員的指導(dǎo)和幫助,。