Ī��ʯ�|(zh��)�����ͻ�u��Ҫ��ͨ�^�ڲ��σ�(n��i)����ķ������_���p�|(zh��)�������Ч��,��������Ƃ�ԭ�������������������,����Ҫ��ȼ�M�����ĭ��,�����W������,����ײ��Ϸ������zעģ��,��������,��ԭλ�ֽⷨ�ȳ�Ҋ����������ȼ�M��ֿ�����ͷ�ʽ�IJ�ͬ���֞�D�����͙C����,���Բ�ͬ���Ƃ乤ˇ��Ī��ʯ�|(zh��)�����ͻ�u�����ܾ�����ҪӰ�,������̽����ͬ��ˇ��Ī��ʯ�|(zh��)�����ͻ�u��Ӱ푣����քe�ԙC����,���D��������ĭ�����N��ʽ�Ƃ�Ī��ʯ�|(zh��)���ͻ��u,���������������ˌ��ȡ�
һ�����
1.1ԭ��,�������Ҫԭ�����£�ճ��,���џ������X(Al203)��99%���џ�Ī��ʯ��A1203>65%,����Al203��99.4%,���{��ʯ�辀ʯ��������õ���ĭ����ʮ����������c,�����õ�ȼ�M����ĩ�;۱���ϩ��,���Y(ji��)�τ������ϩ��(PVA)��
1.2�Ƃ�,����ĭ�������ԭ�ϰ��ձ�1��1 #����A��4h��,������30~35%��ˮʹ���ϻ�ɾ���(w��n)���ĝ{�w;Ȼ����ĭ����ˮ���{�ٔ����Ƶ÷�(w��n)������ĭ,��������b�c��ĭ��Ͼ���,��ע�� 40mmx40mmx160mm��ģ����,�����p����Գ�ȥ����ݺ������Ҝ�����Ȼ����8~12h,��Óģ,������110�湩��24h����1550����ɲ�����3h �õ�Ī��ʯ�|(zh��)�����ͻ��u,��
�C���������ԭ�ϰ��ձ�1��2 # ����A��4h��,��������ϩ��ϡጺ�����Ͼ���ķ�ĩ������10~15min,����5MPa �ĉ����D���� 114mmx65mmx 230mm�����u,����(j��ng)110��濾24h ����1550����ɲ�����3h�õ�Ī��ʯ�|(zh��)�����ͻ��u,��
�D���������ԭ�ϰ��ձ�1��3#����A��4h��,������10~15%��ˮ�������(j��ng)�^����,������ȹ�ˇ�����ԔD���ķ�ʽ�Ƃ��114mmx65mmx230mm�����u,����(j��ng)110��濾24h����1550����ɲ�����3h�õ�Ī��ʯ�|(zh��)�����ͻ��u,��
1.3����,�������N���ͷ�ʽ�Ƃ�ԇ�ӵ��w�e�ܶȾ���1.0~ 1.1g/cm3��ǰ���£���ÿ�Mԇ�ӵ������M�ж�Μyԇ ,��ȡ��ƽ��ֵ,��
�� ԇ�ӟ���׃���ʰ��ղ��Ç��Ҙ˜�(GB/T5998-2007)�M�Мy����
(2) �؟���׃���ʰ��Շ��Ҙ˜�(GBa 3997.1-1998)�M�Мy��,��
(3) ԇ�ӵ��͉����Ȱ��Շ��Ҙ˜ʣ�GB/T 3997.2-1998)�M�Мy��,��
(4) ԇ�ӵğጧ�ʰ���ұ���ИI(y��)�˜ʣ�YB/T4130- 2005)ʹ��ƽ�匧��x(PBD-12-4Y)�M�Мy����
(5) ԇ�ӵĸߜغ���ܛ���ضȰ��Շ��Ҙ˜� (GB/T5989-1998)Ҏ(gu��)��,����ʾ��-���ط��M�Мy��,��
2 �Y(ji��)���cӑՓ
2.1���ͷ�ʽ����׃����Ӱ�
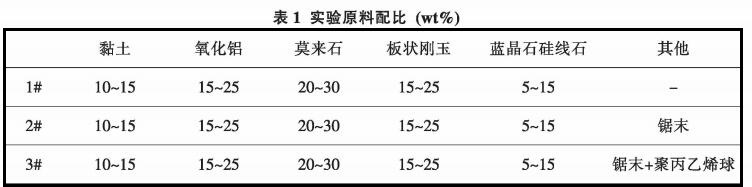
�ĈD1���Կ�����Ī��ʯ�|(zh��)�����ͻ�uԇ�ӽ�(j��ng)1550�����3h��,��������ĭ���Ƃ�Ę�Ʒ���տs������_��2.4%;�����ÔD�����Ƃ�Ę�Ʒ���տs����С,���H��1.3%,���Mһ����ԇ����1620��Ĝض����؟�12h��������ĭ���Ƃ�Ę�Ʒ�؟����տs�ʷ�����С��0.73%;�����ÔD�����ͷ�ʽ�Ƃ�Ę�Ʒ�؟����տs�����,���_����1.56%,��
������ĭ���Ƃ��Ī��ʯ�|(zh��)�����ͻ�u���П����տs�ʴ���؟����տs��С�����c������Ҫԭ������Y(ji��)��(g��u)���Ӿ���,����Ŀ��ֲ��ʬF(xi��n)-�{����ăɘO�ֲ�,�����Y(ji��)���ӳ���µ�,����һ���棬���ÙC�����Ƃ��Ī��ʯ�|(zh��)�����ͻ�u�����տs�ʺ��؟����տs�ʾ����ԔD�����Ƃ��ҪС,���@��Ҫ�dz����^�̵���������ͬ����,�����ÙC�����Ƃ�Ę�Ʒ�ڟ����^���Е��a(ch��n)��һ���̶ȵ���Û��
2.2���ͷ�ʽ�����ȵ�Ӱ�
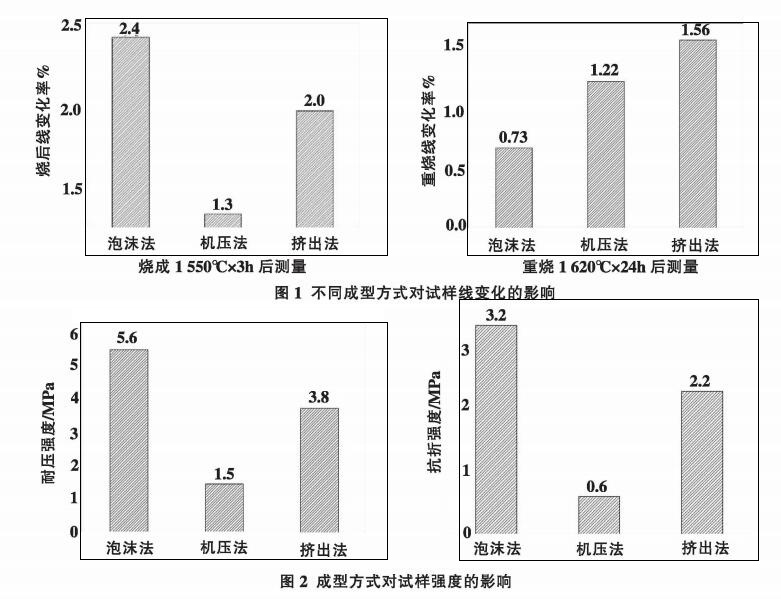
�ĈD2���Կ���,��������ĭ���Ƃ��Ī��ʯ�|(zh��)�����ͻ�u�����^�õ��͉����ȺͿ��ۏ���,���͉������_��5.6MPa�����ۏ����_��3.2MPa;�����ÙC�����Ƃ�Ę�Ʒ�͉����ȺͿ��ۏ��Ⱦ��ܵ�,���H��ǰ�ߵ� 1/4,�����ߏ���ƫ�͵���Ҫԭ���ǙC�������^������ׄ��ġ����Ժ�Ч��Ч�����@��������Ʒ���F(xi��n)��(n��i)���Ѽy,��
3 �Y(ji��) Փ��ͨ�^���^���N��ͬ���ͷ�ʽ�Ƃ��Ī��ʯ�p�|(zh��)����u������,���҂����Կ�����������ĭ�����и���Ч����,�����Ⱥ�,���؟���׃����С�ȃ�(y��u)�c������������@�ă�(y��u)��,��