Ŀǰ��20kg�B�m(x��)�T��C(j��)�M��ʹ�õ��XҺ���,������3��5mm��ı�䓰庸�ӳ���۵��⚤,���ٌ���ע���cˮ������ϔ������,�����˹��ķ����M(j��n)�Гv�ƣ�Ȼ����Ĩ������۹��������� ƽ,����ͨ�L(f��ng)����ĭh(hu��n)����ʹ����Ȼ���������Ȼ��ӟ��˹����,��Ȼ��Ͷ��ʹ�á�
�F(xi��n)���XҺ�����������������������,��ʹ������ʹ���^���б��F(xi��n)�����ׂ�(g��)�����ȱ�c(di��n)��
��1��������������ֹ��v�ƶ���,����ע���ľo��(sh��)�Ȳ������F(xi��n)��۹�����ֲ�����,����(d��o)�����ʹ���^�����XҺ�ĝB��,����ÿ�Ν�ע���������ەr(sh��)�������XҺ�B�띲ע���w��֮�g���c��ע���l(f��)��ճ������,������������^����������(hu��)�����۹�������Ɠp,��
��2��������۵ľ��x���^�L��ÿ�_(t��i)�C(j��)�Mƽ������L�Ⱦ����^1m,������۵�������һ�Ν������,����ˣ�ÿ������Ƶĝ�ע�ϔ�(sh��)���^��,��������(hu��)������ע���Ĕ��費�����Ӱ���� �ĝ����|(zh��)��,��
��3��������۵��L���L������۵Ĕ����Ȳ�����,����������^��,��һ�����w��ע������������ڸ��ﲻ���������ۃ�(n��i)�r��(n��i)���F(xi��n)���(y��ng)��,����(d��o)����ۃ�(n��i)�r��ʹ���^�����_��,��Ӱ ���۵�ʹ�É�����
��4��������۞�һ�Ν�������,������۽�(j��ng)�^һ�Εr(sh��)�g��ʹ�ú�,��һ���ֲ����F(xi��n)�Ɠp�����S��ʹ�Õr(sh��)�g�����L�Լ��ߜ��XҺ�ķ���(f��)�_ˢ,���Ɠp��λ��(hu��)Խ��Խ��(y��n)��,����ʹ�Ý�ע�ό�(du��)�Ɠp ��λ�M(j��n)�м��r(sh��)���a(b��)��Ҳ��(hu��)���^�̵ĕr(sh��)�g��(n��i)�S���ߜ��XҺ������(d��ng)����ɢ�����,��һ�����F(xi��n)�^���(y��n)�ص��Ɠp,���ͱ�회�(du��)����(g��)��ۃ�(n��i)�r�M(j��n)�����w�������������,����t,����ɢ��ע���е����� ��ǽ��يA�s���(hu��)�����XҺ��,������XҺ����Ⱦ,����(y��n)��Ӱ��X�V��Ʒλ���o��I(y��)��ɸ� ��ēpʧ,��

һ������A(y��)�ƉK���O(sh��)Ӌ(j��)
�b�����w��ע���XҺ�����ʹ���^���д����������}̽��һ�N�܉��A(y��)������,��������ڱ� ��,���܉r(sh��)�M�b�������������,����(du��)�ڼ��r(sh��)̎������Ɠp�����C���a(ch��n)����M(j��n)���@�÷dz� ��Ҫ,�� �Y(ji��)���A(y��)�ƉK��(j��ng)�(y��n)�O(sh��)Ӌ(j��)�������A(y��)�ƉK�XҺ���,��
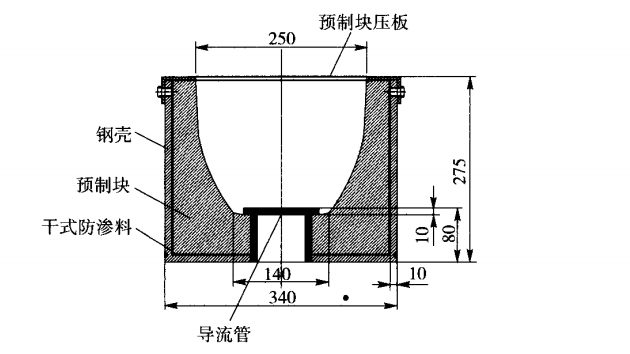
��۵ĽY(ji��)��(g��u)���c(di��n)����۳��L�l������Π�ʽ��ƒ��タ��,���Ҕ����ͻ���Ϻ��׃����,���ڸ��(y��ng)�������������a(ch��n)���տs��ʹ����׃��,����۔���Y(ji��)��(g��u)��D��ʾ,��
����(j��)��(du��)���w�����XҺ���ȱ�c(di��n)�ķ������XҺ����O(sh��)Ӌ(j��)���P(gu��n)�I���ڱ��C������^���XҺͨ�^�� ��ǰ����,������(j��)��۵��L���M(j��n)�к����ķֶ�,���O(sh��)Ӌ(j��)��Ҫ���C��۾��о���ľo��(sh��)�ȡ����ܵı�Ӽ����õı���❍��,����Ҫ�܉�����ȵpС�A(y��)�ƉK��׃����,���A(y��)�ƉK�L�ȣ�1m���ΉK����50kg�ײ��ں�50mm,���ϲ���С�ں� 35mm,����۹������Π����ƵĒ��タ�͡�
�����A(y��)�ƉK������
ģ������,��̎����ɲ���(j��ng)�ߴ�z�(y��n)�o�`��,���M(j��n)���A(y��)�ƉK�ĝ�����
��1����ע���Ļ� �ƣ�����ע���c�坍���ԁ�ˮ�����|(zh��)����?j��n)?sh��)�M(j��n)�л��,����(j��ng)���?j��n)������?/FONT>ģ��,�������L(f��ng)��(d��ng)���ߌ�ģ�߃�(n��i)�ĝ�ע�Ͼ���v��(sh��),��ֱ����ע���еĝ{Һ�ݳ���ֹ��Ȼ����Ĩ ����ģ���Ͽ���ƽ,��
��2���A(y��)�ƉK���B(y��ng)�o(h��)�������A(y��)�ƉK���Π���L�l��,�����������鰼�ݵ���ƒ��タ�ͣ��������λ��Ȳ��^�����@,���ڝ�B(t��i)�O�װl(f��)��׃�Σ�ʹ�A(y��)�ƉK�ijߴ�l(f��)����׃,�����,���ڝ�����ɺ������̏�ģ����Ó��������Ҫ��ģ�����M(j��n)���B(y��ng)�o(h��),���������Ě���h(hu��n)���ضȞ�200���A(y��)�ƉK��ģ�����o��,�����˷�ֹ�B(y��ng)�o(h��)�^�����A(y��)�ƉK�е�ˮ���^������l(f��)��Ӱ�?zh��n)B�o(h��)Ч ��,������B(y��ng)�o(h��)���g�����ϱ�Ĥ��(du��)ģ���M(j��n)�и��w,����(j��ng)24��36С�r(sh��)��ע������ȫ�̻�,����B(t��i)��׃���������׃���ѽ�(j��ng)����,���@�r(sh��)�ɰ�ȫ���M(j��n)��Óģ������
��3��Óģ��,�����A(y��)�ƉK�����ſ��XҺ�Ļ�Ϡt��(n��i),���o��ӟᣬ���û�Ϡt��(n��i)�������M(j��n)�и���,����������A(y��)�ƉK��ƽ���������^��,����ˣ���500��600�����4��6С�r(sh��),���Ġt�е� ��������ꎛ�֮̎��Ȼ��s���Ҝغ��M(j��n)�нM�b�м��É��s�՚��M(j��n)�Џ�(qi��ng)����s,���Է���s�ٶ��^���A(y��)�ƉK��(n��i)���a(ch��n)����(y��ng)�����l(f��)׃�Σ������A(y��)�ƉK����a(ch��n)���Ѽy,��