���D�G�����ͻ�ע�����w������ˇ�ѽ�(j��ng)��ʯ��,��ˮ�ࡢ����̿,��Σ�U̎�����ИI(y��)����,���mȻ������(y��u)���������c�����ԃr�ȣ��������ֱ���ڻ��D�G���M�Н�ע,����ôʩ�����^�L���B(y��ng)�o�ͺ濾�r�g����Ȼ���o���D�G��ʹ�Æ�λ������,������,���ͻ�ע���A�Ƽ������D�G�Б��Ä��ڱ��С�
���^���ͻ�ע���A�Ƽ�,����Q�A�ƉK,���Dz������ͻ�����еĶ��ͮaƷ���Ǿ��Ѓ�(y��u)�����ܵIJ���Ʒ���p����Ʒ,��ʽ�l(f��)չ��,�����ÏV�����Ͳ��ϡ�

�A�Ƽ��c�F(xi��n)��ʩ���IJ������ͻ���Ϻ͟����ͻ�u���,��������(y��u)�c��
��1���A�Ƽ����γߴ�ʴ_,�����ܷ�(w��n)����ʩ�����ڶ̺ͳɱ������ȃ�(y��u)�c,�������ڬF(xi��n)������ʩ��,��ֻ��ƴ�b�M�ϣ�ʹ���t��ˇ�������c���ɴu���,���A�Ƽ���Ʒ��Ʒ�ʸ�,�����ß��ɸG�t���ɹ�(ji��)�s��Դ,�����a�ɱ��ͺ����܃�(y��u)����
��2�������A�Ƽ��ڽ�؛�r�ѽ�(j��ng)���˝���,���B(y��ng)�o������Ȳ��E,�����Ñ���(ji��)ʡ�˴����r�g,���ɼӿ��O�����D�ʺ������ʣ�
��3��ʩ�����Բ��ܭh(hu��n)���l����(ji��)�l�������ơ�
�A�ƉK����˜ʲ�ͬ,���Н�ע���A�ƉK�Ϳ������A�ƉK�����X���}ˮ��,������ˮ,�����ἰ�����X��ճ���Y�Ϻ͵�ˮ��ȽY���A�ƉK�������ӳ���,����ӼӉ����ͺ͓v������A�ƉK���д���,�����ͺ�С���A�ƉK������ͨ�A�ƉK��䓽��A�ƉK���^���A�ƉK��,��
�Ý����A�Ƶķ��������Ƴɸ��N��С��ͬ,���Π�������A�Ƽ����șC�������Π������s,���|�����w�e����,�����ܸ��õġ����͡���Ʒ�����,���A�Ƽ��ѽ�(j��ng)�ɞ鲻�����ͻ���ϰl(f��)չ��һ��ֵ����ҕ�Ą���,�����ЏV韵İl(f��)չǰ;��
���D�G���A�Ƽ����OӋ�c�x�ñ�횱��C������ĸG�r�c�GͲ�wͬ��,���Ա��Cʩ����ʹ�õ�����M��,���_����߸G�t���Ṥ�O�������Ŀ�ġ�����(j��)���D�G���������c,���A�Ƽ��Ļ����Π����D��
����,���A�Ƽ��ăȡ��⾉�돽�����D�G��̖��ʹ�ò�λ��ͬ����,���A�Ƽ��ĺ�Ȟ����t����D�G�ă���돽֮��,�����D�G�G�ں͟��Ɏ���ʹ�íh(hu��n)����ͬ,�������A�Ƽ�Ҳ�в,����B���£�
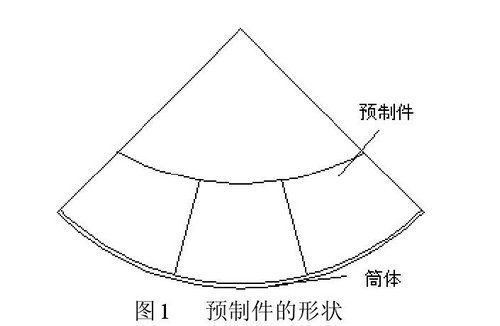
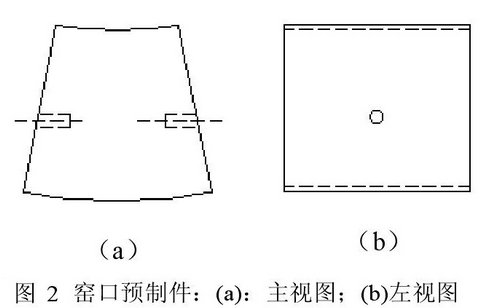
��1���G���A�Ƽ�
���D�G�G�ڜض���1100��~1400��֮�g���ӣ��ض�׃���^��,��Ͳ�w�O��׃��,�����¸G��̎�ͻ���σ��r����Ҳ��(j��ng)��Ó�䣬ʹ�����ڷdz���,�����,�����G��̎�A�Ƽ��M�������OӋ���A�Ƽ��������L��Ͳ�w��ʮ��֮һ�������Ͳ�w�돽����,�����A�Ƽ��ăɂȷքe���20X40mm�Ŀ�,���������r���A�Ƽ����˲����ͻ���̶���,�������æ�18X60mm���͟�䓶��ڴ��̎������,���Ա㌢�A�Ƽ��γ����w��ʹ���^���в���Ó�䣬���L���ϵ�ʹ�É���,����߸G���\�DЧ��,��
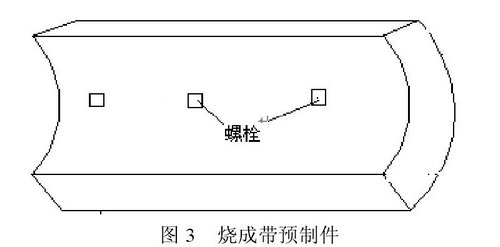
��2�����Ɏ�
���]���Ɏ��ض��^�ߣ����A�Ƽ����Π��c�G��������e,���A�Ƽ��������L��Ͳ�w�İ˷�֮һ,�������Ͳ�w�돽�������A�Ƽ��g�����ͻ���ճ�Y,���A�Ƽ��cͲ�w�g�Ĺ̶���ʽ������˨�̶�,���ڻ��D�G�G�w�Ϻ�����ĸ�����D,��ÿ�K�A�Ƽ�����(j��)��С�O�������^����˨,���^����˨�����x�æ�10mm���ݼy��������^����˨���L�Ȟ��A�Ƽ���ȵ�1/2~2/3֮�g,����˨�ϸ��w�c�A�Ƽ����|��ͬ����о���,�����ͻ���̶���
����,�����˽�Q�ڟ�B(t��i)���^�̼��c�ͻ�ע������Ûϵ��(sh��)��һ��,���^�̼�����ˢһ�Ӻ��Ğr����Ĥ���ڟ�B(t��i)�r�Ͳ�������^�̼��ğ���Û�ѝ���Û��,���@Щ����������ߝ�ע�ϵ����w�����c�O��ĸ������ȡ�