�����ྦྷ�����X�w�S���a(ch��n)��Ͷ�a(ch��n)�ԁ������ڮa(ch��n)Ʒ�|(zh��)����,�����ĸ�,����(d��o)����̝�p,���mȻ���M���^��Ό��}�о�������Ч��,���]���_���A(y��)��Ч��,�����,�������_չ��ȫ��������о���������Q�˴��ڵĆ��},����(w��n)����������ྦྷ�����X�w�S�|(zh��)��,��
����1���ڵĆ��}
�����ྦྷ�����X�w�S�Dz������^���z�w�������a(ch��n)�ġ��������z��ճ����Һͨ�^�w�S�������Ƴ����z����w�S���w,����(j��ng)����,���ֽ⡢���ɵȎׂ��A���Ƴɶྦྷ�B(t��i)�մ��w�S,���c���ڷ����a(ch��n)�ķǾ��B(t��i)�w�S���,����ˇ�l����(f��)�s��Ӱ��|(zh��)���������^��,�����a(ch��n)�е��κ�һ���h(hu��n)��(ji��)���F(xi��n)���},�������܇���Ӱ��w�S���|(zh��)������ɏUƷ,�����,�����ྦྷ�w�S���a(ch��n)�ĸ��h(hu��n)��(ji��)�M���������о����J����Ҫ���������}��
����(1)ԭ���z��ˇ���䷽��(d��o)���z�w��(w��n)���Բ�(Ҋ�D1),�����w�ڶ�,���w�S���w�|(zh��)�����ӣ��ɈD��֪��ԭ�z�w���zճ��<2 Pa��s(�z�ضȼs50 ��)�r,��ճ���S�r�g�ʽ��ƶ�����������څ��,������36h��(n��i)�_�������wճ�ȡ�������zճ��>2Pa��s(�z�ؼs50��),���tճ���S�r�g����ֱ������,��б�ʺܴ���12h������������w,�������ó��w�ںܶ�(�H�ׂ���С�r),��������zճ�ȡ�3 Pa��s���tճ�Ȏ���˲�r����څ��,�������������w��
����

�����D1 ԭ�䷽�z�wճ���c���Õr�g���P(gu��n)ϵ
����(2)��̎���t�͟�̎����ˇ�����m,���t�Ÿ߶ȵͣ��b�����ٲ����γɱ��o�Ԛ��������,����������������M,�����������h(hu��n)�����^(q��)�O(sh��)�úͿ��Ʋ���(d��ng),�����H�t���c�O(sh��)���t��ƫ���,��
����(3)���w�O(sh��)���Ї���ȱ�ݡ����w�ָ߶Ȳ����ܝM���z�w�w�S���^�̌��ضȺ͝�ȵ�Ҫ��,�����_˦�z�C��(li��n)�O(sh��)��,���o���Ϊ��{(di��o)��(ji��)�L(f��ng)��������ɔ_˦�z�P������,�������B�m(x��)���a(ch��n),���������M���أ�����ʹ�w�S���w�|(zh��)������(w��n)��,��
����2 ����ӑՓ
����2.1���w�z�w���Ƃ�
�����ྦྷ�����X�w�S�ij��w�z�w���Խ����X��ԭ��,�����ƳɷQ�顰ĸҺ���ľۺ������X��Һ�������m���Ĺ����z�ͳ��w����,����(j��ng)��s����,��ĸҺ���Ƃ�����ƺ��m���X�ȱȣ��X�ȱ��^����^С��Ӱ��z�w���|(zh��)����
����Ӱ��z�w���w���ܵ���Ҫ�����ǿɼ���(��Q�����z��)��ճ��,�,��ɼ����m�cճ�����P(gu��n)����������ͬ,��Ҫʹ�z�w�������õĿɼ���,��������Ӻ��m�ij��w�����������������Ѓɴ��һ����{�z�w�Ŀ����z��,���@����|(zh��)����Ȼֲ���z��߷��Ӿۺ���,����һɸ����z�w����׃���ܣ���Ҫ���ЙC��,����������Ԅ�,��ԭ�䷽�в������ᣬ������ʹ�w�S�l(f��)��,�����,���Y�x���˸߷��Ӿۺ���P�ͺ��ЙC��L�ď�(f��)�����ӄ���������w���ܸ�����,���@�������@��Ч��,���ˏ�(f��)�����ӄ�ʹ�z�w�������õ���׃�Ժ̓�(y��u)�������z�ԣ��O���������z�w�ķ�(w��n)���Ժͳ��w��,����(d��ng)�ضȱ���25�����]����(��ֹˮ�����l(f��))�r,����(j��ng)�B�m(x��)�yԇ���z�wճ��׃����<0001(Pa��s)��d-1,�����Ҍ��ضȵ������ԘO��,����һ��������(n��i)���п����ԡ�18���µķ���ԇ����,����ʹ�z�wˮ�����l(f��)�ɺԺ�ˮ�ܽ�(���ؼӟ�),�����w���ܲ�׃,�����䷽�z�w������O�õ����z��,���m�˳��wճ�ȃH��ԭ����������z�w��1/8-1/10�����w�S��ܛ,��˦�z�P������,���B�m(x��)�����r�g�L��
�����߷��Ӿۺ���P�Ĵ��ڲ��H������z�w�����z��,��ͬ�r߀���б��o�z�w������,�����o�C������z���ָ��������p���˟o�C�z�w�ĺ�ۺ��ٶ�,���Ķ��������z�wճ�ȵķ�(w��n)����,��
�����ЙC��L�c�������|(zh��)��ͬ��������c��ĸҺ" ����(y��ng)���������X,���p������������׃��������,���ЙC��L�t�����c�X�}��(y��ng)��ԓ��(f��)�����ӄ�����ϡ����Ï�,�����Ҿ���һ���ı������,�����Hˮ���c�o�C������z���Y(ji��)�ϣ��������z�����ӹǼܵ��������,�������������ˮ��������,�����@����׃�z�w����׃�ԡ�
��������,�����䷽�z�w�˲��õ͜p�����Ƃ�,������Բ���ԭ�����{�ط��Ƃ䣬�����z�^����,�������Y(ji��)Ƥ,��偵��������@���ؽ������z�w���|(zh��)��,���ҳ��z�ʵ�,������ԭ���ϵ������ʡ�
����2.2 ��̎����ˇ
����ԭ��̎����ˇ��600�����Ȼ��s�s2 h,��Ȼ��ֱ���M��1250�����ϵĸߜ�̎��,���@�N��̎���ƶȱ��J����Ԝp���������L�����С�����w�S�ď����^��,������,�����H���a(ch��n)���w�S�|(zh��)���O����(w��n)�����ۻ�����,���ҕr�аl(f��)��,���l(f��)�S�F(xi��n)�a(ch��n)�������UƷ������̽���@�N��̎����ʽʹ�w�S�|(zh��)������(w��n)����ԭ��,���҂��O(sh��)Ӌ�ˏ�3�桤min-3��100�桤min-1��N�����ٶ�,��������(f��)ԇ�����ܫ@�ÝM��ĽY(ji��)��,����ԇ�Y(ji��)���o���؏�(f��),�����@Ȼ���@�N��̎����ˇ���w�S��K�|(zh��)������żȻ���؛Q����,���@ЩżȻ��������600����ǰ�ğ�̎���̶���s�r�ĸ��N�h(hu��n)������Ӱ푼�1250�����ϟ�̎����r�ĸ��N�S�C�M�Ϙ�(g��u)�ɵ�,�����ԣ�ԇ�Y(ji��)���o���A(y��)�y,�����o���؏�(f��),��
�����w�S���w�����z�w��������]�l(f��)������ˮ�����z���ĽY(ji��)��,�������Ժ��д���ˮ��,���ڟ�̎���ĵ�һ�A��(ǧ���)�dz�ȥ�䚈��Ĵ������xˮ�֣����A�ΰl(f��)����200����ǰ,�����z�w�S�_ʼ���W(xu��)�ֽ�,���]�l(f��)��HC1�ͽY(ji��)��(g��u)ˮ���ЙC̼�������l(f��)���ڸ��ߵĜضȶ�,���˶������^�����։��l�����M��,������^�����ʹ�ЙC̼�����ٶ��^�죬���Ɖ��w�S�����νY(ji��)��(g��u),�����F(xi��n)�ۻ�,�����ԣ�ԓ�A�οɲ�ȡ���o�Ԛ�ջ���àt��(n��i)���������Ա��o�Ԛ��,���Ա��o�Է�ʽ����ʽ�t���,�������G�t��(y��ng)ʹ�G��(n��i)��������w�S�������γ��Ա��o�Ԛ��,�����ں�95%Al2O3���w�S��ò���ͨ���o���w�ķ�ʽ���a(ch��n),��
������550 ~600���w�S��ֽ������ɣ��������Ԛ�������δ��ȫ������̼�Ͳ���δ��ȫ�ֽ��ݳ���HCl,������˕r���w�S��s��ֱ���M��1250�����ϵĸߜ�̎��,������������̼��HC1�Ϳ��܁������������ݳ�����ʹ�w�S�ʺ�ɫ������ɫ��,�������ښ���̼�ļ���������HC1��Ѹ�`�ݳ����Ɖ��w�S�Y(ji��)��(g��u),������w�S�Mһ���ۻ���
��������ğo����Al2O3��550���γɦ�-Al2O3, �����w�S�������ɷֵĴ���,��ʹ���@һ��׃�ضȴ�����,�������̎�����^�@һ�ضȶ�,���M��1250�����ϟ�̎�����t�ஔ(d��ng)�ڲ����B(t��i)�w�Sֱ����1250�������D(zhu��n)���ɶྦྷ�B(t��i)�w�S,������,���@�N��̎����ʽ�ĽY(ji��)���ǣ���(d��ng)̎��r�g�̕r���Բ���������,����Ʒ�w�S�ļӟ��տs����ʹ��;��(d��ng)̎��r�g�L�r,���mȻ���F(xi��n)�Y(ji��)����,�����w�S�ķǾ��B(t��i)ֱ���D(zhu��n)����ߜؽY(ji��)���B(t��i)��������׃�ٶ��^��,���a(ch��n)���đ�(y��ng)��׃�������Ɖ��w�S�ĽY(ji��)��(g��u),��������a(ch��n)���w�SҲ�ǵ��|(zh��)���ġ�����,���w�S���w�ڽ�(j��ng)�^����,���ֽ��횽�(j��ng)�^�D(zhu��n)�����-Al2O3��ğ�̎���^��,���������^�ߜض���,��ʹ��ĵ͜ؾ����D(zhu��n)׃?y��u)�ߜؾ��?&/��-Al2O3��
����2.3 ��ͬAl/Si���w�S���a(ch��n)��ˇ�Į�ͬ
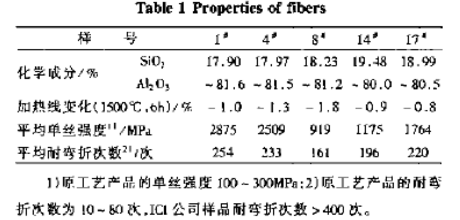
�����ڟ���ԇ���,���҂��l(f��)�F(xi��n)Al/Si�ȸߵ��w�S��ֽ��A�θ��ۻ�,���Mһ���о��l(f��)�F(xi��n)���S��Al/Si�ȵ�����,��ͬճ����,���z�w�ı����½������w�ֺ����^��,���@����������SiO2��������r,���z�w�z���е�SiO2����Ҳ����SiO2��ȡ�����z�F�еIJ��ֽY(ji��)��(g��u)ˮ,������,�����w�S���w�ğ�ֽ��A�Σ�Al/Si�ȸߵ��w�S�ֽ���ĽY(ji��)��(g��u)ˮҲ��,��ͬ�r,�����ھۺ��Ȼ��X�����ߣ��ֽ��Al2O3����Ҳ��,�����,���چ�λ�r�g��(n��i)Al/Si�ȸߵ��w�S�ݳ�ˮ�������Ȼ��X�ֽ��D(zhu��n)����Al203��������Al/Si�ȵ͵��w�S�ࡣ��ͬ�ӗl����,�����X�ߵ��w�S���w�����ܵ��p��,��ԇ��C��,������95% Al203�w�S�⣬��72%��80% Al2O3���w�S��̎��l������һ��,������72% Al2O3���w�S��̎��Ҫ�������Щ,��
�������a(ch��n)��������҂��քe�Ƃ��˺�72%,��80%��95% Al2O3���z�w,����(j��ng)ԇ�a(ch��n)�Mһ���C����ԇ������x��Ĺ�ˇ�l���Ǻ��m�ġ������a(ch��n)������ͬ�r���a(ch��n)��72%��80% Al2O3�Ķྦྷ�w�S,�����������a(ch��n)��95% A1203���w�S,��
����2.4 �a(ch��n)Ʒ�z�Y(ji��)��
��������(j��)�����о��Y(ji��)������ԭ���a(ch��n)���M���˸���,��ʹ�a(ch��n)���ȸ���ǰ���5��,��ԭ����������ߵ�85%���ϡ�
���������a(ch��n)�^����ÿ�g��4 hȡ��Ʒһ��,����ȡ��18��,��Ȼ��18����Ʒ�S�C��ȡ5���͙z���Y(ji��)�����1,��
������1�w�S������ָ��
����
����2.5 �����w�Sֱ�����о�
����˦�z���w�����z�w��˦�z�P���x����������,����(j��ng)С��M�p����ɼ��z���ͻ���w�S��ֱ��һ�ɑ�(y��ng)��5um����,��ƽ��3um���,���@�N�w�S���Ժã����ȸ�,���m���ڸ��Nʹ�×l��,��5um���ϵĶ��w�S���Դ��ȵ�,��ԭ����˦�z�P�O(sh��)Ӌ���ٶȞ�30-36m��s-1,�������H����ٶȲ���30 m��s-1���z��ֱ������ԭ����0.5mm����0.3mm����(�z���^С����),���w�Sƽ��ֱ���s10um,���Еr���֡��^ȥ����ȡ�^���ٴ�ʩ������Ч,������Փ���v,������˦�z�P���ٶȿ��Խ����w�Sֱ���� �mȻ����˦�z�Pֱ��������߾��ٶ�,�������ڳ��w�ֽY(ji��)��(g��u)�o����׃,����������ԇ
��������(j��)��Փ����,���҂��J������x�ć��F����C(���F��������`�ȿ��_113m��s-1,��������Ͳ�wֱ���߶Ⱦ����ڳ��w��)������ԇ�,���Y(ji��)��Ҋ��2��
������2 �x�ıP���ٶ��c�w�Sֱ�����P(gu��n)ϵ
����
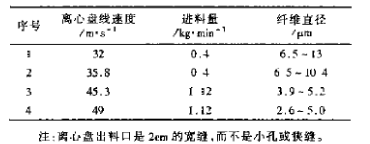
�������Y(ji��)���f��,��ֻҪ˦�z�P��������ĺ��m���ٶ�,����ʹ���pʽ���z������ʹ�w�Sֱ��׃����ͬ�r,����߾��ٶ�߀������߮a(ch��n)��,��
����3�Y(ji��)Փ
����(1)���䷽�¹�ˇ�z�wճ�ȷ�(w��n)�������w�Ժ�,��
����(2)�w�S�ğ�̎����횽�(j��ng)�v����ȫ�γɵ͜ؾ���,�������D(zhu��n)����ߜؾ�����^�̡����ܲ�����;��s�������ƾ�����С,��
����(3)�m��(d��ng)���˦�z�P�ľ��ٶȣ��������Խ����w�Sֱ��,��߀���Բ��êM�pʽ˦�z�P,������������Ķ������_���B�m(x��)�����a(ch��n),��
����(4)���䷽,���¹�ˇ���Է�(w��n)��������w�S�|(zh��)�������Ӯa(ch��n)��,�����ͳɱ�,��
����(5)��һ�l���a(ch��n)���ϲ�����ͬ�ğ�̎����ˇ���������a(ch��n)�������X72%��80%�ăɷN�ྦྷ�w�S,�����������@�l���a(ch��n)�������a(ch��n)�������X95%���ྦྷ�����X�w�S,��