ĪĪĪĪ─│╣½╦Šā╔Śl5000t/d╔·«a(ch©Żn)ŠĆĄ─ĖG┐┌Ø▓ūó┴Ž╩╣ė├ē█├³Č╠Ż¼ĖG┐┌ūoĶFČ╦├µØ▓ūó┴Žäā┬õć└ųž,Ż¼ė░Ēæ┴╦ĖG┐┌ūoĶFĄ─╩╣ė├ē█├³,Ż¼├┐─ĻČ╝ąĶę¬Ė³ōQę╗┤╬ĖG┐┌ūoĶF,Ż¼╝╚ė░ĒæĖGŽĄĮy(t©»ng)Ą─░▓╚½ĘĆ(w©¦n)Č©▀\▐D(zhu©Żn)Ż¼ėųĦüĒŠ▐┤¾Ą─Įø(j©®ng)Ø·ōp╩¦,ĪŻ×ķ┤╦,Ż¼╝╝ąg╚╦åT╝░─═╗▓─┴ŽÅS╝ęī”ĖG┐┌Ø▓ūó┴ŽĄ─╩®╣żĘĮ░Ė▀Mąą┴╦Ė─▀MŻ¼╚ĪĄ├┴╦║▄║├Ą─ą¦╣¹,ĪŻ
ĪĪĪĪÕ^╣╠╝■╝░┼“├ø┐pĄ─Ė─▀M
ĪĪĪĪĖ─▀MĄ─įŁę“
ĪĪĪĪįŁĖG┐┌Õ^╣╠╝■×ķVą╬Õ^╣╠╝■Ż¼▓─┘|(zh©¼)×ķCr25Ni20,Ż¼Õ^╣╠╝■Ą─Ž┬Č╦ų▒Įė║ĖĮėį┌ĖG┐┌═▓¾w╔Ž,Ż¼Õ^╣╠╝■Ąū▓┐║ĖĮė╠ÄĮėė|├µĘeąĪ;─═¤ßõō║ĖŚl┼cĖG┐┌ō§┤u╚”2╝░ĖG═▓¾wĄ─▓─┘|(zh©¼)(Q235-C)▓╗Ę¹;├┐3ēKĖG┐┌ūoĶFŅA┴¶ę╗Śl┼“├ø┐pŻ¼┼“├ø┐pįOų├▀^╔┘,ĪŻ╔Ž╩÷įŁę“įņ│╔ĖG┐┌Ø▓ūó┴Ž░l(f©Ī)╔·äā┬õš©┴čĄ─¼F(xi©żn)Ž¾,Ż¼ć└ųžė░ĒæŲõš²│Ż╩╣ė├ē█├³ĪŻ
ĪĪĪĪĖ─▀M┤ļ╩®
ĪĪĪĪĖG┐┌Õ^╣╠╝■▓─┘|(zh©¼)▓╗ūā,Ż¼Ė─ė├Uą╬Õ^╣╠╝■┤®▀^50mmx50mmx10mmĄ─łA┐ūū∙,Ż¼▓óęį┤╦Ąūū∙ū„×ķ║ĖĮė░ÕŻ¼║ĖĮėį┌ĖG┐┌╔Ž,ĪŻÕ^╣╠╝■║═Ąūū∙Ą─┼õ║ŽėąęįŽ┬ÄūĘNŻ║ ĖG┐┌ūoĶFČ╦├µ║ĖĮėĄ─ó¾ą═Õ^╣╠╝■×ķ”Ą8mmxl00mm▓©└╦ą╬Õ^╣╠╝■,Ż¼ŲõĄūū∙▓─┘|(zh©¼)×ķ─═¤ßõōŻ¼ė├A402║ĖŚl║ĖĮė;ĖG┐┌ūoĶF╣żū„├µĄ─ó“ą═Õ^╣╠╝■×ķ”Ą8mmx220mmÕ^╣╠╝■,Ż¼ŲõĄūū∙▓─┘|(zh©¼)×ķ─═¤ßõō,Ż¼ė├A402║ĖŚl║ĖĮė;ō§┤u╚”2╔ŽÕ^╣╠╝■×ķ”Ą8mmx220mmÕ^╣╠╝■,Ż¼Ąūū∙▓─┘|(zh©¼)╩ŪQ235-CŻ¼ė├Ųš═©║ĖŚl║ĖĮė;ĖG═▓¾w╔Žó±ą═Õ^╣╠╝■×ķ”Ą8mmx250mmÕ^╣╠╝■,Ż¼Ąūū∙▓─┘|(zh©¼)╩ŪQ235-C,Ż¼ė├Ųš═©║ĖŚl║ĖĮėŻ¼Ė─▀M║¾ĖG┐┌Õ^╣╠╝■Ą─ą╬╩Į┼c║ĖĮėęŖłD1,ĪŻ
ĪĪĪĪ 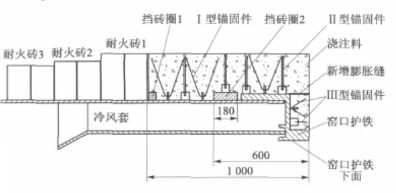
ĪĪĪĪłD1 Ė─▀M║¾ĖG┐┌Õ^╣╠╝■Ą─ą╬╩Į┼c║ĖĮė
ĪĪĪĪĖ─▀M║¾,Ż¼ĖG┐┌Ø▓ūó┴Ž┼“├ø┐pĄ─įOų├╚ńłD2╦∙╩ŠŻ¼į┌─═╗┤u1║═Ø▓ūó┴Žų«ķg▒žĒÜįOų├┼“├ø┐p,Ż¼├┐ā╔ēKĖG┐┌ūoĶFķgŠ∙įOų├┼“├ø┐p,Ż¼Ž¹│²Ø▓ūó┴Žį┌╔²£ž▀^│╠ųą«a(ch©Żn)╔·Ą─┼“├øæ¬┴”ĪŻ
ĪĪĪĪ
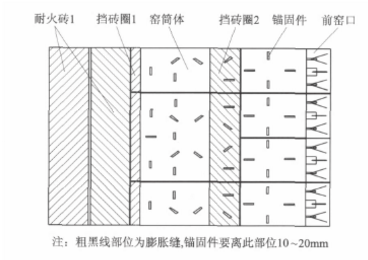
ĪĪĪĪłD2 Ė─▀M║¾┼“├ø┐pĄ─įOų├
ĪĪĪĪĖG┐┌ūoĶFČ╦├µØ▓ūó┴Ž╩®╣żĘĮ░ĖĄ─Ė─▀M
ĪĪĪĪĖ─▀MĄ─įŁę“
ĪĪĪĪįŁĖG┐┌ūoĶF╣żū„├µØ▓ūó┴Ž(║±Č╚300mm)║═Č╦├µØ▓ūó┴Ž(║±Č╚120mm)╩Ū═¼▓ĮØ▓ų■,Ż¼ø]ėąįOų├┼“├ø┐p,Ż¼ĖG▀\ąąę╗Č╬Ģrķg║¾Ż¼ĖG┐┌Č╦├µØ▓ūó┴Žäā┬õ╠žäeć└ųž,Ż¼ĖG┐┌ūoĶFČ╦├µķLŲ┌▒®┬Čį┌Ė▀£žÜŌ¾wųą,Ż¼╩▄ĄĮ¤ßĖ»╬gŻ¼ūŅ║¾╬Ż╝░ĄĮĖG┐┌═▓¾w,ĪŻ
ĪĪĪĪĖ─▀M┤ļ╩®
ĪĪĪĪį┌łD1╦∙╩Š╬╗ų├╝ėę╗īė┼“├ø┐p,Ż¼ęįŽ¹│²ĖG┐┌ūoĶFČ╦├µØ▓ūó┴Ž║═╣żū„├µØ▓ūó┴Žį┌Ė▀£ž▀\ąąųą«a(ch©Żn)╔·Ą─┼“├øæ¬┴”Ż¼▒▄├ŌØ▓ūó┴Žķ_┴č,Īóäā┬õ,Ż¼╠ßĖ▀Ųõ╩╣ė├ē█├³ĪŻ
ĪĪĪĪĖG┐┌ūoĶF╚ń╣¹ėąéõ╝■┐╔ęį╠ßŪ░ī”Č╦├µØ▓ūó┴Ž▀MąąØ▓ų■,ĪóB(y©Żng)ūo,Īó║µ┐ŠŻ¼▀@śėØ▓ūó┴ŽŠ═┐╔ęįėąĖ³│õūŃĄ─B(y©Żng)ūoĢrķg,Ż¼į┌Özą▐Ų┌ķgĖ³ōQĄ─ĖG┐┌ūoĶFę▓┐╔ęį╠ßŪ░Ø▓ų■Č╦├µ,Ż¼▀@śėĮ╗╠µ╩╣ė├Ż¼┐╔ęį║▄║├Ąž▒ŻūoĖG┐┌ūoĶF,ĪŻ
ĪĪĪĪĖG┐┌ų▄ć·ų▒ē”Ø▓ūó┴Ž╩®╣żĘĮ░ĖĄ─Ė─▀M
ĪĪĪĪĖ─▀MĄ─įŁę“
ĪĪĪĪ╬ę╣½╦ŠĖG┐┌ų▄ć·ų▒ē”Ø▓ūó┴ŽįŁ║±Č╚×ķ250mm,Ż¼į┌ĖG└õæB(t©żi)Ą─ŪķørŽ┬Ż¼ĖG┐┌ūoĶFų▄ć·ų▒ē”═Ļ╚½į┌Ø▓ūó┴Ž▒Żūoų«ųą,Ż¼Ą½į┌¤ßæB(t©żi)Ą─ŪķørŽ┬,Ż¼ĖG┐┌ūoĶFŽ┬├µ╝░ų▒ē”Įø(j©®ng)│Ż▒®┬Čį┌Ė▀£žÜŌ¾wųąŻ¼ęūĖ»╬gūā▒Ī,Īóōpē─,Ż¼ūŅ║¾Ą¶┬õŻ¼▀MČ°▓©╝░ĄĮĖG┐┌Č╦├µØ▓ūó┴Ž╝░ĖG┐┌═▓¾w,ĪŻ
ĪĪĪĪĖ─▀M┤ļ╩®
ĪĪĪĪ2011─Ļ1į┬ųąą▐Ģrųžą┬įOėŗ┴╦ĖG┐┌ų▄ć·ų▒ē”Ø▓ūó┴ŽĄ─╩®╣żĘĮ░Ė,Ż¼ęįčėķLĖG┐┌ūoĶFē█├³,Ż¼╚ńłD3ĘĮ┐“╠Ä╦∙╩ŠĪŻ
ĪĪĪĪ
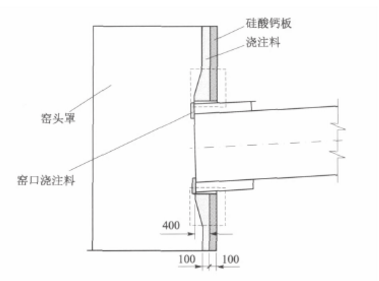
ĪĪĪĪłD3 ĖG┐┌╔ŽŽ┬ĘĮų▒ē”Ø▓ūó┴Ž╩®╣żĖ─▀M
ĪĪĪĪŠ▀¾w╩®╣żĘĮ░Ė╚ńŽ┬Ż║
ĪĪĪĪīóĖG┐┌╔ĮŽ┬ų▒ē”Ø▓ūó┴ŽĄ─ūįŠÓļxĖG┐┌2m╠ÄŽ“ĖG┐┌ųØu╝ė║±,Ż¼Š▀¾w║±Č╚ģó┐╝ĖG┐┌Č╦¤ßæB(t©żi)┼“├ø┴┐(170mm)║═ĖGĄ─╔ŽŽ┬ĖZäė┴┐(30mm),ĪŻĖ─įņ║¾ĖG┐┌ų▒ē”¤²ūó┴ŽūŅ║±╠Ä╩Ū400mmŻ¼Ž“¾„└õÖCé╚(c©©)čėķL150mm,Ż¼ĖZ┐┌ų▄ć·ų▒ē”Õ^╣╠╝■Ė▀Č╚ė╔300mm╝ė┤¾ų┴420mm,ĪŻ
ĪĪĪĪĖ─▀M║¾Ż¼ĖGį┌¤ßæB(t©żi)Ą─ŪķørŽ┬║═╔ŽŽ┬ĖZäėųą,Ż¼ĖG┐┌ūoĶFŽ┬├µ╝░ų▒ē”╩╝ĮKį┌ų▄ć·Ø▓ūó┴ŽĄ─▒Żūoų«ųą,Ż¼▒▄├Ō┴╦Ė▀£žČ■┤╬’LĄ─ø_╦ó║═¤ß▌Ś╔õŻ¼╠ßĖ▀┴╦ĖG┐┌ūoĶFĄ─╩╣ė├ē█├³,Ż¼╝Į¢|╝»łF┼═╩»╣½╦Š╩╣ė├▀@ĘNĘĮ░Ė║¾,Ż¼ĖG┐┌ūoĶF┐╔ęį╩╣ė├3─ĻĪŻ
ĪĪĪĪė╔ė┌Ė„╣½╦Š╗ž▐D(zhu©Żn)ĖGĄ─▌SŽ“┼“├ø┴┐║═╔ŽŽ┬ĖZäė┴┐▓╗ę╗śė,Ż¼į┌▓╔ė├┤╦ĘĮ░ĖĢrę╗Č©ę¬║╦īŹöĄ(sh©┤)ō■(j©┤),Ż¼Ę±ät┤╦╠ÄØ▓ūó┴Ž┤“▒Ī┴╦ī”ĖG┐┌ūoĶFŽ┬├µ╝░ų▒ē”Ų▓╗ĄĮ▒Żūoū„ė├;║±┴╦Ż¼ĖG┐┌Ž┬ų▒ē”╚▌ęūÆņ╩ņ┴Ž,ĪŻ
ĪĪĪĪ╩╣ė├ą¦╣¹
ĪĪĪĪ╣½╦Šė┌2011─Ļ1į┬▓╔ė├ęį╔Ž3ĘNĖ─▀MĘĮ░Ė,Ż¼ 12į┬1╚š═ŻÖCÖzą▐ĢrŻ¼ĖG┐┌ūoĶF,ĪóĖG┐┌Ø▓ūó┴Žš¹¾wąį║▄║├,Ż¼ŅAėŗ▀Ć┐╔ęįį┘╩╣ė├ę╗éĆų▄Ų┌Ż¼ū÷ĄĮā╔─ĻĖ³ōQę╗┤╬,Ż¼×ķ╣½╦Š├┐─Ļ╣Ø(ji©”)╩ĪÖzą▐│╔▒Š18╚fį¬ū¾ėę,ĪŻ