Ė▀õX┘|─═╗▓─┴Žę“Š▀ėąĖ▀£žÅŖČ╚Ė▀Ż¼─═─źąį║├Īó┐╣š,Īó┐╣╗»īWŪų╬gĄ╚╠žąį,Ż¼ė╚Ųõį┌╦«─ÓĖGĀtųąĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬ė├,ĪŻ×ķ┴╦Ė³║├Ąž░l(f©Ī)ō]Ė▀õX┤uĄ─ā×(y©Łu)┴╝╠žąį,Ż¼╠ßĖ▀Ųõ╩╣ė├ē█├³Ż¼Š═▒žĒÜį┌įŁ┴ŽŅw┴Ż╝ē┼õ,ĪóĮY║Žä®Ą─╝ė╚ļ┴┐,ĪóÖCē║│╔ą═╝░¤²│╔ųŲČ╚ĘĮ├µ▓╔╚Īėą┴”┤ļ╩®ĪŻ
1Ż║įŁ┴Ž╠ßĖ▀įŁ┴Ž╝āČ╚╩Ū╠ßĖ▀Ė▀õXųŲŲĘąį─▄Ą─═ŠÅĮų«ę╗,Ż¼ļSų°Al2O3║¼┴┐Ą─╠ßĖ▀,Ż¼Ė▀õXųŲŲĘųąĄ─ų„ꬊ¦ŽÓ─¬üĒ╩»║═äéė±Ą─öĄ┴┐į÷╝ėŻ¼▓Ż┴¦ŽÓŽÓæ¬Ąž£p╔┘,Ż¼ųŲŲĘĄ──═╗ąį─▄ätļSų«╠ßĖ▀,Ż¼═¼Ģrę¬┐žųŲįŁ┴ŽųąĄ─ļs┘|ĶF╝░Ųõ╦³ēAąįč§╗»╬’Ż©ROĪóR2OŻ®Ą╚Ą─┴┐,Ż¼ę“▀@ą®ļs┘|Č╝ī┘ė┌Ą═╚█╬’,Ż¼╚ń╣¹Ųõ║¼┴┐┤¾ät▒ž╚╗ī¦ų┬ųŲŲĘĖ▀£žąį─▄Ž┬ĮĄ,ĪŻ
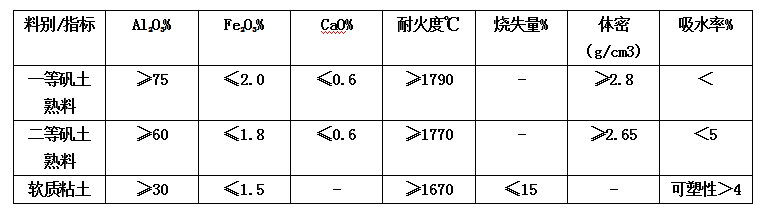
Ė∙ō■└Ēšō║═īŹ█`,Ż¼▓╔ė├ę╗ĪóČ■Ą╚Ė▀õXĄ\═┴╝ė╚ļ╔┘┴┐▄ø┘|š│═┴Ż¼─▄ųŲĄ├║╔ųž▄ø╗»£žČ╚║═─═ē║ÅŖČ╚Š∙▌^Ė▀Ą─ųŲŲĘ,Ż¼▓ó─▄╠ßĖ▀ųŲŲĘĄ─│╔ą═║═¤²ĮYąį─▄,ĪŻįŁ┴Ž╝╝ągųĖś╦╚ń▒Ē1Ż║
▒Ē1
2 ┼õ▒╚
į┌Ņw┴Ż╝ē┼õųąŻ¼┤ųŅw┴ŻŲ╣Ū╝▄ū„ė├,Ż¼▒ŻūCųŲŲĘĄ─Ė▀£žÅŖČ╚,Ż¼─═╗▓─┴ŽūŅ┤¾┴ŻÅĮ┼cŅw┴Ż╝ē┼õ║Ž┴╝║├Ż¼īó╩╣ųŲŲĘ½@Ą├▌^║├Ą─├▄īŹą═║═Ė▀£žąį─▄,ĪŻ
╝ÜĘ█▓┐ĘųŲ╠Ņ│õ┐šŽČĄ─ū„ė├,Ż¼╩╣Ųõī”┤ųŅw┴Ż▀Mąą░³╣³║═żĖĮŻ¼╝ÜĘ█▓┐Ęų░³└©╩ņ┴Ž╝ÜĘ█║═š│═┴╝ÜĘ█,Ż¼═¼┤ųŅw┴ŻŽÓ▒╚,Ż¼╝ÜĘ█ų╗ėą▌^Ė▀Ą─▒╚▒Ē├µĘeŻ¼Ūꊦ¾wĮYśŗ▓╗ęÄ(gu©®)š¹,Īó╗Ņąį┤¾,Ż¼ęūė┌ĮY║Žä®ū„ė├ų▒Įėė░ĒæųŲŲĘĄ─Ė„ĘNąį─▄ĪŻ
ĮY║Žä®▓╔ė├▄ø┘|š│═┴║═╝łØ{ÅUę║,Ż¼ėą└¹ė┌│╔ą═,ĪŻĖ∙ō■ūŅŠo├▄ČčĘeįŁ└ĒŻ¼▓╔ė├Ī░ā╔Ņ^┤¾,ĪóųąķgąĪĪ▒Ą─┼õ┴ŽįŁät,Ż¼×ķ╠ßĖ▀ųŲŲĘĄ─Ė▀£žÅŖČ╚╝░Ė▀─═─źąįŻ¼╣╩▀m«öį÷╝ė┤ų╝ÜŅw┴ŻĄ─╝ė╚ļ┴┐,ĪŻĖ∙ō■īŹļHŪķør╝░ĖGė├įć“×,Ż¼▓╔ė├▒Ē2ųąĄ─╝ē┼õŻ║
▒Ē2

ųŲŲĘ┐╔▀_▒Ē3ųąĄ─╝╝ągųĖś╦Ż║
▒Ē3

3 ╗ņ┴Ž
╗ņ¤ÆĄ──┐Ą─Š═╩Ū╩╣▓╗Š∙ä“╬’┴ŽĄ─│╔Ęų║═Ņw┴ŻČ╚Š∙ä“╗»Ż¼┤┘▀MŅw┴ŻĮėė|║═╦▄╗»,Ż¼┼┼│²ÜŌ¾w,Ż¼ėą└¹ė┌│╔ą═║═╠ßĖ▀¤²ĮYąį─▄ĪŻ
╚ń╣¹╗ņ¤Æ▓╗Š∙,Ż¼╝ÜĘ█║═┤ųŅw┴Żų«ķgĘų▓╝▓╗Š∙,Ż¼┐šÜŌ┼─▓╗│÷üĒŻ¼│╔ą═ĢrśOęūįņ│╔┤¾┴┐īė┴č,Ż¼═¼Ģrį┌ųŲŲʤ²ųŲ▀^│╠ųą,Ż¼Ųõ╬’└Ē╗»īWĘ┤æ¬ę▓┤µį┌▓╗Š∙ä“ąįŻ¼╔·│╔Ą─Ė„ĘNĄV╬’Ęų▓╝▓╗Š∙,Ż¼Č°Ūęė╔ė┌ā╚æ¬┴”Ą─į÷┤¾,Ż¼Č°╩╣ųŲŲĘā╚┴čŻ¼Ė▀£žąį─▄Ž┬ĮĄ,ĪŻ
4 │╔ą═
ųŲŲĘĄ─¾wĘe├▄Č╚┤¾ąĪų▒Įėė░Ēæų°ŲõĖ▀£žÅŖČ╚║═─═─źąį,ĪŻĖ∙ō■ųŲŲĘ└Ē╗»ąį─▄ę¬Ū¾Ą─ųĖś╦,Ż¼▓╔ė├░ļĖ╔Ę©│╔ą═Ż¼│╔ą═╦«Ęųę¬Ū¾Ż║4.5%~4.8%,Ż¼įć“×ūC├„╦«Ę▌Ą═ė┌║═Ė▀ė┌▀@éĆĘČć·,Ż¼╚▌ęūę²Ų│╔ą═└¦ļy║═īė┴čŻ¼ē║┴”ÖC▓╔ė├630ćŹē║┴”ÖC,Ż¼ćŹ╬╗╠½Ą═Ą─ē║┴”ÖC▓╗ęū╔·«a│÷Ė▀├▄Č╚Ą─Ė▀õX┤u,Ż¼ŪęśOęūōpē─ē║┴”ÖCĪŻ
5 ¤²│╔
░ļ│╔ŲĘĮøĖ╔į’║¾,Ż¼╝┤┐╔čbĖG¤²│╔,Ż¼¤²│╔ĢrĄ─╬’└Ē-╗»īWĘ┤æ¬ų„ę¬ėąŻ║
Ż©aŻ® ĮY║Žš│═┴Ą─├ō╦«ĘųĮŌ▓ó─¬üĒ╩»╗»▀^│╠Ż║
Ż©bŻ®╩ņ┴Žųą╬┤═Ļ│╔Ą─Č■┤╬─¬üĒ╩»╗»Ę┤æ¬└^└m(x©┤)▀MąąŻ║
Ż©cŻ® ĮY║Žš│═┴─¬üĒ╩»╗»║¾╩ŻėÓĄ─SiO2┼cäéė±ū„ė├ą╬│╔Č■┤╬─¬üĒ╩»Ż¼▓ó░ķėą¾wĘe┼“├øŻ║
Ż©dŻ®į┌Ė▀£žę║ŽÓū„ė├Ž┬,Ż¼┼„¾w¤²ĮY,Ż¼═¼Ģr┤┘▀Mäéė±─¬üĒ╩»Ą─ųžĮYŠ¦ū„ė├ĪŻ
Ė∙ō■ęį╔Ž╗∙▒ŠĘ┤æ¬║═╦∙▓╔ė├įŁ┴Ž╠žąį,Ż¼▓╔╚Ī╚ńŽ┬Ą─¤²│╔ųŲČ╚Ż║čbĖG,Īóę“ųŲŲʤ²│╔£žČ╚ĮėĮ³ė┌ŲõĖ▀£ž║╔ųž▄ø╗»£žČ╚Ż¼čbĖG▄ćĢr┤aČŌ▓╗─▄▀^Ė▀,Ż¼Ė▀Č╚×ķ500mm~700mm,ĪŻĖ▀├▄Č╚┤uæ¬┤aį┌╔ŽīėŻ¼ė├Ą╣čµĖG¤²│╔Ģr,Ż¼ąĶė├╣Ķ┤u┤Ņ╝▄,ĪŻ
¤²│╔600ĪµęįŽ┬ĢrŻ¼╔²£ž╦┘Č╚┬²ą®,Ż¼ęį▒▄├Ō╦«Ęų┼┼│÷▀^┐ņČ°ę²Ųķ_┴č,ĪŻųą£žļAČ╬Ą─╔²£ž╦┘Č╚ī”ųŲŲĘ┘|┴┐ė░Ēæ▓╗┤¾Ż¼ĻPµIį┌ė┌ūŅĖ▀¤²│╔£žČ╚║═į┌įō£žČ╚Ž┬Ą─▒Ż£žĢrķgĄ─ķLČ╠,Ż¼ė├╦ĒĄ└ĖG¤²│╔Ģr,Ż¼Ė▀£žÄ¦1500Īµ~1600Īµ▒Ż£žĢrķg20ąĪĢrū¾ėęŻ¼ė├Ą╣čµĖG¤²│╔Ģr,Ż¼¤²│╔£žČ╚×ķ1430Īµ~1450Īµ,Ż¼▒Ż£ž40ąĪĢrū¾ėęĪŻ
┴Ē═Ō,Ż¼×ķ╩╣äéė±║═─¬üĒ╩»ųžĮYŠ¦ū„ė├│õĘų▀Mąą▓óŽ¹│²║┌ą─,Ż¼į┌ė├Ą╣čµĖG¤²│╔ĢrŻ¼į┌Ė▀£žļAČ╬▓╔ė├▀ĆįŁąį╗čµ,Ż¼╚╗║¾į┌▒Ż£ž╝░ŠÅ└õļAČ╬ė├╚§č§╗»ąį╗čµ,Ż¼▒Ż│ų└õģsĄĮ1200Īµū¾ėęŻ¼ėą└¹ė┌ę║ŽÓųąĄ─╬óąĪŠ¦┴Ż├ø┤¾,Ż¼æ¬ė├╦ĒĄ└ĖG¤²│╔Ģr,Ż¼Ė▀£žČ╬Ħė├╚§č§╗»╗čµ▌^▀mę╦,ĪŻ
▓╔ė├ęį╔Ž┤ļ╩®║¾Ż¼▓╗āH╩╣Ė▀õX┤uĄ─│Ż£ž║═Ė▀£žąį─▄Ą├ĄĮ┴╦Ė─╔Ų║═╠ßĖ▀,Ż¼Č°Ūę▀Ć┤¾┤¾╠ßĖ▀┴╦ųŲŲĘĄ─║ŽĖ±┬╩ĪŻĮø╩╣ė├ÅS╝ęĄ─īŹ█`ūC├„,Ż¼Ųõ╩╣ė├ē█├³┤¾┤¾čėķL,Ż¼Å─Č°╠ßĖ▀┴╦ĮøØ·ą¦ęµ║═╔ńĢ■ą¦ęµĪŻ