š¬ę¬Ż║¤¤ÜŌ╣▄Ą└ā╚ęr─═╗Ø▓ūó┴ŽĄ─░▓čb╩Ūę╗éĆųžę¬╣żū„,Ż¼▒Š╬─ęįÓŹų▌±x▀_─═╗▓─┴ŽėąŽ▐╣½╦Šį┌ī”╣▄Ą└ā╚ęr─═╗Ø▓ūó┴ŽĄ─╩®╣żą╬╩ĮĄ─╠ž³cĪóĘČć·ęį╝░Įė┐┌╠ÄĄ─╩®╣żĘĮĘ©▀Mąą├Ķ╩÷,ĪŻ
╬ę╣½╦ŠÓŹų▌±x▀_─═╗▓─┴ŽėąŽ▐╣½╦Šį┌īÄŽ──│ę▒¤ÆÅSėÓ¤ß░l(f©Ī)ļŖ╣ż│╠ųąį┌ī”ÕüĀtµ£ĮėĄ─Ė▀£ž¤¤ÜŌ╣▄Ą└▀Mąą─═╗Ø▓ūó┴Ž╩®╣ż,Ż¼¤¤ÜŌ╣▄Ą└Ą─▓─┘|×ķQ235A Ż¼”š1000mm-”š2000mmĄ─ų▒┐p║Ė╣▄,Ż¼ęr└’╩®╣ż░³║¼Õ^╣╠ßö║ĖĮė,ĪóĖ¶¤ß▓─┴ŽØ▓ūó,Īó²ö╝ūŠW░▓čbĪóų¦─Ż░Õ,Īó─═╗Ø▓ūó┴ŽØ▓ūó╣żą“,ĪŻė╔ė┌▀@ĘN┤¾┐┌ÅĮ╣▄Ą└į┌õōĮYśŗ┐“╝▄ā╚Ęų▓╝ĘČć·ÅVŻ¼ūŅķLĄ─å╬Śl╣▄Ą└į┌┤╣ų▒┐šķg┐ńČ╚▀_30m,Ż¼ė╚Ųõ╩Ūī”ė┌ų▒ÅĮ×ķ”š1000Ą─¤¤ÜŌ╣▄Ą└ė╔ė┌─═╗Ø▓ūó┴Ž═Ļ│╔║¾āHėą”š500mmĄ─ā¶│▀┤ń,Ż¼▓╗└¹ė┌╣▄Ą└░▓čb═Ļ║¾▀Mąąęr└’╩®╣żĪŻ

ę╗Ż║ā╚ęr─═╗Ø▓ūó┴Ž╩®╣żĄ─ą╬╩Į
ęr└’╩®╣żėąā╔ĘN,Ż¼ę╗ĘN╩Ū░▓čbŠ═╬╗║¾▀Mąąā╚ęrĄ─¼F(xi©żn)ł÷╩®╣ż,Ż¼┴Ēę╗ĘN╩Ūį┌░▓čbŪ░▀Mąąā╚ęr╩®╣żĪŻ
1.1 ░▓čbŠ═╬╗═Ļ«ģ║¾ā╚ęr╩®╣ż
įōą╬╩Į▀mė├ė┌┤¾┐┌ÅĮŻ©3męį╔ŽŻ®╣▄Ą└įOéõā╚ęr╩®╣ż,ĪŻ┴┐╚▌ęūÖz▓ķ┐žųŲ,ĪŻ╚▒³cį┌┼c┤¾┐┌ÅĮ╣▄Ą└▒Š╔Ēūįųž┤¾Ż¼╚¶į┌░▓čbŪ░▀Mąąā╚ęr╩®╣ż,Ż¼╣▄Ą└ųž┴┐Ģ■│╔▒Čį÷╝ė,Ż¼ä▌▒žī¦ų┬╣▄Ą└Š═╬╗ĪóĮM║Ė└¦ļy,Ż¼═¼Ģr╣▄Ą└ā╚▓┐┐šķgę¬ØMūŃ▓┘ū„ŲĮ┼_Ą─┤ŅįO,Ż¼═Ō▓┐ąĶ┤ŅįO▀M┴ŽŲĮ┼_╩®╣ż░▓╚½’LļUį÷┤¾Ż¼▓óŪę╩®╣ż▓─┴Ž▀\▌öę▓▒╚▌^└¦ļy,ĪŻ
1.2 ░▓čbŠ═╬╗Ū░ā╚ęr─═╗Ø▓ūó┴Ž╩®╣ż
▀mė├ė┌▌^ąĪ┐┌ÅĮŻ©3męįŽ┬Ż®,Īóūįųž▌pĄ─╣▄Ą└įOéõęr└’╩®╣żĪŻā×(y©Łu)³cį┌ė┌£p╔┘┐╔Ė▀┐šū„śI(y©©)Ą─▀^│╠,Ż¼Ø▓ūó╣żū„į┌Ąž├µ▀MąąĮĄĄ═┴╦ä┌äėū„śI(y©©)Ą─ÅŖČ╚,Ż¼╩®╣żą¦┬╩▌^Ė▀ĪŻ╚▒³cį┌ė┌ā╚ęr╩®╣ż▓╗─▄▀B└m(x©┤)▀Mąą,Ż¼╩®╣ż┐p▓╗╚▌ęū╠Ä└ĒŻ¼ęr└’┘|┴┐▓╗╚▌ęūÖz▓ķ┐žųŲ,ĪŻ
Č■Ż║╣▄Ą└░▓čbŠ═╬╗Ū░ā╚ęr─═╗Ø▓ūó┴Ž╩®╣żĘĮĘ©
2.1 Ęų░ĻĘ©╩®╣ż
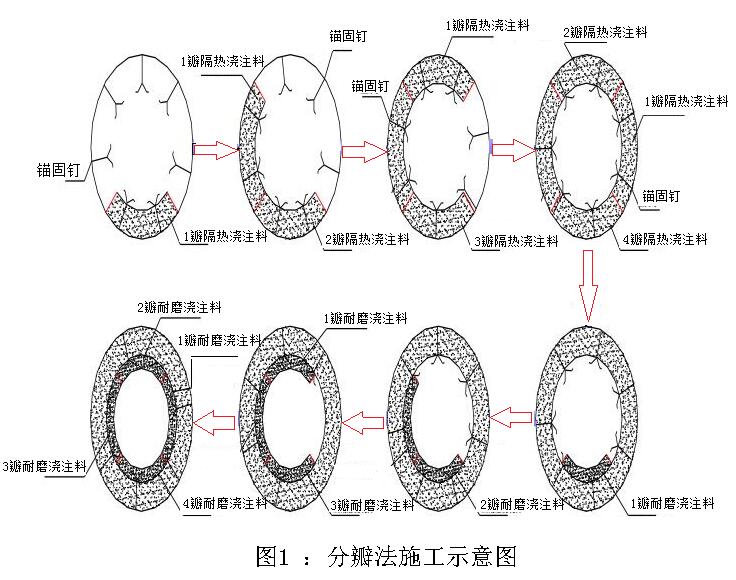
ī”ė┌ų▒ÅĮ┤¾ė┌”š1000Ą─╣▄Ą└ā╚ęr╩®╣ż│╠ą“Ż║Õ^╣╠ßö║ĖĮėĪ·1░ĻĖ¶¤ßīė╩®╣żĪ·2░ĻĖ¶¤ßīė╩®╣żĪ·╣▄Ą└▐D180ĪŃĪ·3░ĻĖ¶¤ßīė╩®╣żĪ·4░ĻĖ¶¤ßīė╩®╣żĪ·1░Ļ─═─źīė╩®╣żĪ·2░Ļ─═─źīė╩®╣żĪ·╣▄Ą└▐D180ĪŃĪ·3░Ļ─═─źīė╩®╣żĪ·4░Ļ─═─źīė╩®╣żĪ·Ę└ūāą╬ų¦ō╬▓│²Ī·ų¦ō╬╬╗ų├ā╚ęr╩®╣ż,ĪŻ
├┐Č╬╣▄Ą└ā╚ęr2ĘN▓─┴Ž╩®╣żĘųķ_4░Ļ▀Mąą╩®╣żŻ¼├┐░Ļ╩®╣ż═Ļ«ģ═ŻØM12ąĪĢr║¾▀MąąŽ┬ę╗░Ļ╩®╣ż,Ż¼Ą┌ę╗┤╬Ž╚Ø▓ų■Ž┬░ļģ^(q©▒),Ż¼ā╚ęrB(y©Żng)╔·Ų┌ØMęį║¾Ż¼īóįOéõĄž├µĘŁ▐D,Ż¼╚╗║¾Ø▓ų■┴Ēę╗░Ļ,Ż¼╚ńłD1╦∙╩ŠĪŻ
Ąž├µŅAųŲĄ─╣▄Ą└į┌▀Mąąęr└’╩®╣żŪ░,Ż¼ąĶī”╣▄┐┌▀Mąą│Cš²▓óū÷Ę└ūāą╬╠Ä└Ē,ĪŻĘ└ų╣╣▄Ą└į┌ęr└’╩®╣ż▀^│╠ųąė╔ė┌ąĶĘŁ╔Ē,Ż¼╔Ž▓┐ųž┴┐┤¾Ž┬▓┐ųž┴┐ąĪŻ¼ī¦ų┬╣▄┐┌ūāą╬ć└ųž,Ż¼ė░Ēæ╣▄Ą└ĮMī”┘|┴┐,ĪŻęr└’╩®╣żĢrī”▓╔╚ĪĘ└ūāą╬┤ļ╩®Ą─╬╗ų├Ž╚▓╗▀Mąąęr└’╩®╣żŻ¼┤²ęr└’╩®╣ż═Ļ│╔║¾ī”▓│²Ą─╬╗ų├▀Mąąčaęr,ĪŻ
2.2 ĘųČ╬Ą╣═╦Ę©╩®╣ż
ī”ė┌ų▒ÅĮ×ķ”š1000Ą─╣▄Ą└ā╚ęr╩®╣ż,Ż¼╚¶╚½▓┐Ø▓ūó═ĻĖ¶¤ßīėŻ¼╩ŻėÓĄ─┐šķgąĪ,Ż¼╚╦åT¤oĘ©▀M╚ļ▀Mąą─═─źīėĄ─╩®╣ż,Ż¼×ķ┴╦▒Ż┴¶║Ž▀mĄ─▓┘ū„┐šķgŻ¼ø]║ĖĮė500mmŠÓļxķLČ╚Ą─Õ^╣╠ßö,Ż¼ąĶę¬┤®▓Õ═Ļ│╔▀@Č╬╣▄ā╚Ą─Ė¶¤ßīė╩®╣ż,Ż¼ķ_╩╝ī”1mķL╣▄Ą└▀Mąą─═─źīėØ▓ūóĪŻØ▓ūóĄ──Ż░Õ▓╔ė├1.5mķLĄ─UPVC╦▄┴Ž╣▄,Ż¼«öØ▓ūó─═─ź┴Ž═Ļ│╔│¼▀^1ąĪĢr║“║¾,Ż¼īó╦▄┴Ž╣▄│ĘĄ¶Ż¼└^└m(x©┤)Ž┬éĆ1m╣▄Ą└Č╬Ą─ā╚ęr╩®╣ż,ĪŻ
╚² Įė┐┌▓┐╬╗╩®╣ż┐p╠Ä└Ē
Ė▀£ž¤¤ÜŌ╣▄Ą└╩Ūė╔ÅØŅ^,Īó┼“├ø╣Ø(ji©”)ĪóķyķTĄ╚╣▄Ą└ĮM│╔╝■ĮM│╔,Ż¼į┌ęr└’ĘųČ╬╩®╣żĄ─▀^│╠ųą,Ż¼į┌╦«ŲĮ║═┤╣ų▒ĘĮŽ“╔Ž╣▄Č╬ę¬┴¶Ž┬Ė„ĘN╬╗ų├Ą─╩®╣ż┐pĪŻ
Ż©1Ż®ī”ė┌╦«ŲĮ║═┤╣ų▒╬╗ų├«a╔·Ą─╩®╣ż┐p,Ż¼╚¶┐šķg▌^┤¾,Īó╩®╣ż┐p╬╗ų├▓╗Ė▀Ż¼╩®╣ż╚╦åT┐╔ęį▀M╚ļ╣▄Ą└ā╚▓┐▀Mąąęr└’╩®╣żĄ─╩®╣ż┐pĮė┐┌,Ż¼▓╔ė├ų¦ą▒─ŻØ▓ūó,Ż¼▓óš±ōv├▄īŹŻ¼čžŪąŠĆŪą│²Ą¶ČÓėÓĄ─▓┐Ęų,ĪŻ
Ż©2Ż®╚¶┐šķg▌^ąĪ,Īó╩®╣ż┐p╬╗ų├Ė▀Ż¼╩®╣ż╚╦åT¤oĘ©▀M╚ļ╣▄Ą└ā╚▀Mąąęr└’╩®╣ż┐pĮė┐┌,Ż¼▓╔ė├ŲĮ┐┌ī”Įė,Ż¼ī”ĮėĢrį┌ī”Įė┐pā╚ŖA╚ļ3mm─═Ė▀£ž╠š┤╔└wŠSÜųŻ¼╚╗║¾▀MąąĮMī”║ĖĮė,ĪŻ
Ż©3Ż®▓╔ė├╣▄Ą└╔Žķ_╠ņ┤░ī”ęr└’ģóššĘų░ĻĘ©▀Mąą╩®╣ż,Ż¼ūŅ║¾ča║ĖĄ─ĘĮĘ©ĪŻį┌╣▄Ą└╔Žķ_400mm*400mmĄ─╠ņ┤░,Ż¼░┤ššĘų░ĻĘ©Ą─ęr└’╩®╣żĘĮĘ©,Ż¼═Ļ│╔1░Ļ,Īó2░ĻĪó3░ĻĄ─ęr└’╩®╣ż,ĪŻ£y┴┐Ą┌╦─░Ļęr└’│▀┤ń,Ż¼░┤īŹļH│▀┤ń▀MąąŅAųŲŻ¼čb┼õĢr═╣Ų▓┐╬╗─źŲĮ,Īó░╝Ž▌▓┐╬╗╩╣ė├Ė¶¤ßØ▓ūó┴ŽØ▓ūóšęŲĮ,Ż¼ūŅ║¾ča║Ėõō╣▄ĪŻ
┐éĮYŻ║▒Š╬─╩ŪęįÓŹų▌±x▀_─═╗▓─┴ŽėąŽ▐╣½╦Šį┌ī”ėÓ¤ßÕüĀtĖ▀£ž¤¤ÜŌ╣▄Ą└▀Mąąā╚ęrØ▓ūó┴Ž╩®╣żĄ─┐éĮY,Ż¼┤²╩®╣ż┘|┴┐Ą─║├ē─┼c╩®╣żĘĮĘ©Ą─▀xō±īó▀ĆąĶę¬Ė³▀Mę╗▓ĮĄ─╠Įėæ║═蹊┐,Ż¼║├Ą─╩®╣żĶTŠ═Ė▀│╔Š═Ą─╩╣ė├ĪŻ