�С����l�t�����������Ҫ�M�ɲ��� ,Ҳ���P�I����,������������ʢ�b�����M��ұ����������,��߀�����^�ᡢ�^���͂��f����������,�����IJ��|(zh��)����Ҫ�M��ұ��Ҫ������,��߀��횾���һ����늚�����,�����,�����_�x���ͻ�����M�����t���������t����t����Ч���L��,�����l�t�t�r��ʹ�É��� ,�M�����������a(ch��n)�ɱ�����Ҫ�����x
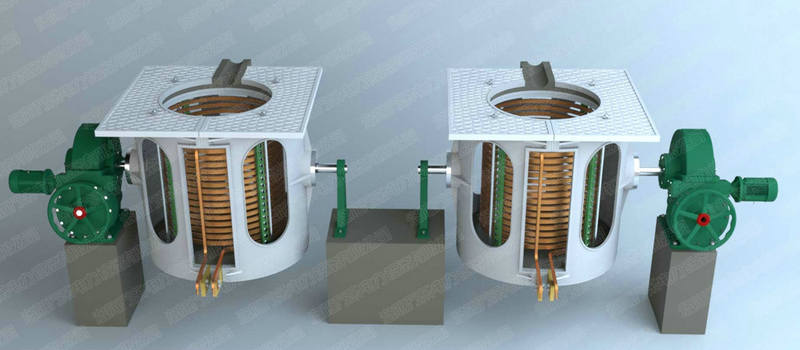
һ�����t�O���������x��
���t�O�� :ʹ�Ú�ӻ�늄����������,������Y����P������©����ƽ��,����,�����l�t��������(j��)�����ͻ���ϻ��W���|(zh��)�IJ�ͬ�ɷ֞����ԡ��A��,���������,���x�Õr��Ҫ���]���۟����ٵijɷֺ�ұ������,���x�������ͻ����������������������ɹ��|(zh��)�ͻ���ϴ�Y���� �����ɹ�ʯ����ʯӢɰ��������Ȼ�Vʯ�M��,��
��,����匦�ͻ���ϵ�Ҫ��
����(j��)�Б��t�Ĺ���ԭ�����ڲ�Ӱ푠t��ʹ�É����ėl�������ڵĺ��Խ��Խ��,�����������(n��i)��ֱ���c�ߜؽ�����Һ���|,����Ȅt���|ˮ��Б�������(n��i)��ز�ܴ�,�����,�������������ͻ�������^�����Ҫ����
�����ͻ����ʹ����V������ʯӢɰ,��ʯӢɰ�ļ��Ⱥ����ͻ���������Pϵ,������������ ��ʯӢɰ�е�SiO2����������98% ,�����s�|(zh��),���e�ljA������������ CaO,��Na2O������С��0.2% ,��������܉��SiO2�γɵ����c�Ļ����������ʯӢɰ���ͻ�� ,�Ķ�Ӱ�����ʹ�É�����ͨ��ʯӢɰ��ʹ��֮ǰҪ�M�д��x ,�Ա��ȥ�����s�|(zh��) ,��ֹ©�t,��
������ȦͿĨ�ӵ�ʩ�������a
ͨ��,��ʹ���ͻ��z�����龀ȦͿĨ����������ȦͿĨ�ӵ�ʩ�������a�r,��������ȦͿĨ���ϵ������s��������,���ڠt�����Ē�һ���U�������z�龀Ȧ�İ��bλ���Ƿ��c�t��ͬ��,��ʩ���r,��ҪʹͿĨ��Ƕ�M��Ȧ�����g��Ϳ�ӑ������ϴ���С�ĵ��F��⻬,��ƽ���ă�(n��i)����,��Ϳ�Ӻ�ȼs�� 8��10 mm�������²��ɞ� 12��15 mm,���Ա��ڲ����Ƴ��C����f�t�r.���M���pС��Ȧ�ײ�/픲���Ȧ�c������늠t�ײ�֧�нY�� (�睲ע�ڵ� )֮�g���g϶��ͻ����ߴ�,����Ŀ������ʹ��ȦͿ�ό��c늠t�ײ���֧�нY���γ�һ�����w��ƽ���ĈA����,��ʹ�t�r�ܟ���Û����s�r,��������⻬�ı�����������s���Է��t�r��s�r�a(ch��n)���������a(ch��n)���Ѽy,�� �µľ�Ȧ���^����eͿĨ��������24 h����Ȼ������,��С��e������ 6 h����Ȼ���������������^��,�����h�ڠt�wˮ��ϵ�y(t��ng)��ͣ�Ġ�B(t��i)��,���� 250 ���ĜضȌ�ͿĨ���M�к濾,�����̎����
�ģ���ע�� (��)������
���_ʼ��Y���ǰ,�����F(xi��n)�����Ý�ע�� (�� ),����ͨ���҂����f�Ġt�����@һ���t�������ʹ�Ժ�ĝ�ע�� (��)�����Ġt�r��ֱ�����γ�һ���Ͳ�-�ͲĵĽӺ���,�������ڷ�ֹ��p�����ڽ���Һ�Z��ע�� (��)�·��γɵęM���Ѽy�Ŀ�����,��ͬ�r��Ҳ��ԓ̎�����ͻ���Ͽv����������B�m(x��)��.��ע�� (��)���ͻ���ϑ�ֱ���c��ȦͿĨ�Ͻ��|,�����ڱ������4��5 mm���,������ú��С���늼ӟ᷽ʽ�A�Ȍ���ע�� (��)�M�к濾��
�壺�ȱڱ��r�ĵİ��b
�ڂȱڱ��r���ϰ��bǰ,����y����ȦͿĨ�ӌ��ؽ^����費С��2 M��,�ڂȱں͵ײ���O ��ĸ��͈�늘O�� (���P䓺Y�W(w��ng) ),��ʯ��/ʯ�ް����ͨ��,�����r��������L�ȷ����ڠt��(n��i)���S���N������˵ľ�ȦͿĨ����O,��ÿ�K���r����֮�g����50��60 mm������֮�g���ƽ��,���o�ް����� ,�@�N��ӿp�ڠt�͂ȱڴ�Y�r�����q�o,��ʹ֮�c��ȦͿĨ�Ӻܺõ��N�������r�����L�ȑ���δ�����t�r�r�Ġt�Ÿ߶��L100 mm,�����t�^���з����t��.
������Y�������ӄ�
��Y������ӄ������Óv�����r��ʹ���ͻ������,���Еr߀�����һЩ���ӄ���������,���uˮ,������ˮ������Ŀ���Ǟ��˸��Ɵ��Y�l��,�����͟��Y�ض�,����ߟ��Y�|(zh��)����������V�������ӄ������� (H3BO3 ) ,�京�������96% ,����С��0.5 mm,��Y�r����ֲ���ɰ������Y������ӄ���������ͬ���|(zh��)����;������������������ͬ,�������������,�������������ɰ���ص�1.5%��2.0% ,����ļ����������^�� ,��t��ʹ�ͻ���ϵ����c���� ,ʹ���Ĺ����ض��½���
�ߣ��t�״�Y
�ڵײ���O�Ùz©�ӵؘO�z,���z©�ӵؘO�z��횏���90�����ϴ����t�r�c������ý��|,�����_�y���t���t�?sh��)ľ��x��ʹ������©����ƽ�����t�r����,��ÿ�μ�����ɢ�ӶѺ�ȼs��125 mm��ÿ�Ӽ��Ϻ�,���ô�Y����Pʹ�t�r����ƽ���ķֲ�,��ʹ�Ú�ӻ�늄��������Y4��,�����N����ˮƽ�x��ȥ����߶ȵĠt�r�������������ܶȲ��ߵIJ���,���_����ˮƽ��,����Y��ɺ����t�נt�r���Ҫ���ژ����Ġt�ڠt�r��Ȳ�С��30 mm,��
�ˣ����ģ�ķ���
�����ģС�ķ���t��,���_������ˮƽ�����U���������ģ��λ�ڠt������,���Դ_���Ġt���t�?sh��)Ăȱں�Ⱦ��?/font>,�������ģ��бШ���^���b�ù̶� ,�����ۉK�������ģ�ײ���
�ţ��ȱڴ�Y
���ģ��λ���̶���,�����ô�Y�挢���ģ����c�ȱڠt�r������ӵĠt�נt�r������������,���ټ���ȱڠt�r�����_ʼ�ȱڴ�Y������ʹ������©����ƽ�����t�r����,��ÿ�μ�����ɢ�ӶѺ�ȼs��100 mm,��ÿ�Ӽ��Ϻ����ô�Y����Pʹ�t�r����ƽ���ķֲ�,��ʹ�Ú�ӻ�늄��������Y4��,����Ӵ�Y�r�g����(j��)�С����l�t�����_��,��һ��������0.5��1 tÿ��2 m in,��2��4 tÿ��3 m in. 늠t픲���Y��ɺ� ,��ȥ픲������L��(�s100 mm)�Ăȱڱ�����